What’s soft stuff – stainless steels that roll without chipping (cheap pocket knives), old irons that are really low on the hardness side almost tending toward saw hardness, and so on.
When I rolled out the unicorn method, it was something to me in terms of value because it created a situation where mediocre or not quite ideally set up tools would hold up well. The first use in my case was incannel patternmaker’s gouges. I’ve since learned to sharpen them quickly, even reprofiling one that’s ragged is not more than a matter of three or four minutes from start to finish, and then they’re in shape forever. They are usually reasonably hard, but it’s not hard to chip them.
The second thing that became obvious was tools that seemed almost unusable could be used, which for me at the same time, was an SG2 pocket knife (Fallknaven) that would absolutely not sharpen on regular stones. You could sharpen it, and feel sort of a grabbing feeling on synthetic stones and it never seemed sharp. That was actually carbides breaking out of the apex and a look at the edge under a microscope would show what looked like pitting where the carbides broke out of. I don’t know the composition of SG2 off of the top of my head, but I’ll bet it has vanadium in it. Whatever the case, it had carbide coarseness.
The buffer made that usable and then proceeded to make every softer knife and tool that I have usable to some degree, and then prove easily that a standard plane iron would far outdo V11 or 65 hardness M2 in knotty or dirty wood or exotic woods with silica. It wasn’t the wear knocking tools out, it was deformation of the apex and the question only becomes after that whether or not a tool is so soft that stopping deformation basically results in a blunt tool. Put differently, if the apex deforms and the steel has great edge stability and hardness, it doesn’t take much. You still have a thin edge. If the steel is tending toward very soft, you have to either steepen or round off the apex more and the worst of the worst will still cut, but feel a little dull.
I don’t have that many soft tools, but a typical mid to high 50s item floating around is inexpensive pocket knives or typical buck 420hc folders. if you sharpen a buck folder 15 degrees per side, and strop off the burr, you’ll never really get the whole burr off and the edge will dent in just about anything, and roll. The steel is super tough, though, and with the apex modified, it’s fast to sharpen, lasts longer than you’d expect and is “sharp enough” for almost anything. With a little extra modification, those buck knives will actually scrape brass without rolling.
Defining the Problem
There are a few things you have to consider before you apply a method if you want a cheap knife to be sharp:
if it’s stainless, it will probably be something fine grained and soft (not coarse, as the rumor will often be). Why? The softer steels are generally lower in carbon and simple to allow for simple heat treatment. No big carbides, no carbides to coarsen. This is usually achieved by keeping the carbon content low, and thus the hardness will be relatively lower.
if you have a soft blade, then abrasives that seemed marginal will suddenly cut very quickly and harshly. Remember that the silica and transformed silica type abrasives like novaculite are about the same hardness as hard tempered martensite. This is why they can have relatively large particles but cut very finely – the abrasive cannot plow a row like diamond would. Drop the hardness from, say, 63 down to 55 and suddenly the cutting action is brash
if you have a knife blade that is drop point in style or something else with a small contact area, the effect is magnified further as the pressure of sharpening is concentrated.
Even if you can sharpen a very fine apex ( you can ) , the apex won’t have the stability to hold up. I envision people with those alien arm thingies with little stones on the end telescoping in and out spending 20 minutes on a blade to create a very fine apex, shaving hair and then finding the edge has rolled 20 seconds into actual use.
Solving the problem
You need to set the edge geometry in a way that it will hold up. I personally still prefer treating the bevel and apex separately. That means even on cheap knives, sharpening at a relatively low angle on a synthetic oilstone (use whatever you want) because it’s quick, and then addressing the apex either with a buffer or with compound on a backer that isn’t any harder than MDF. if you use a really hard substrate, you can actually roll the apex itself while sharpening.
And, of course, the buffer does all kinds of things abrading gently and rounding the apex at once. It takes the skill out of doing this and is really hard to even match. The next time you have to do significant sharpening, you can set the bevel again to remove most or all of the buffed portion and then buff again and have a very strong apex. If you do it right, even very soft blades will shave cleanly and cut paper easily on both sides of the bevel.
Just be careful that with knives, your fingers aren’t below the blade, and anything that looks like a point gets introduced to the buffing wheel pointing somewhat in the direction of rotation. Never bevel up into the wheel and never hands under the blade (this means probably no slipjoint knives unless you can hold them in a way that they won’t snap shut on fingers. I’m not going to say I don’t buff them, because I do, but it’s a little less easy to figure out).
Abrasive vs. Backer
It’s easy to understand why the buffer works gently, even with aggressive abrasive. But maybe less easy to understand just how big of a difference substrate can make with typical alumina compounds – like those in a buffing bar. It’s easy for me to relay what I’ve seen, but maybe easier for you to see for yourself. Put sandpaper in a hard sanding block and sand something with it. Then, put it on a loose rag and try to generate the same volume of dust.
This gives us the ability to use something like soft white pine as a final step, but a relatively aggressive finish abrasive, like a 5 micron yellow bar, and get an edge that’s more like a 1 micron edge. And because the treatment at the very edge is also less of a threat in deflecting the edge itself, there will be less of a burr for two reasons.
Simply put, you have two ways to deal with soft steel – a softer abrasive (or finer), or mitigating the effect of a common abrasive like alumina by finishing the edge on a softer backing. Like finishing a soft pocket knife by drawing it backwards on white pine instead of push sharpening in a stone. And round it over just a bit at the tip.
Almost everything worth doing in woodworking is a matter of touch/feel and developing skill. But as complicated as this is to discuss, if you were in my filthy shop, you’d be surprised how little there is to it, and how easily you can develop that feel and discretion. It is the universal fertilizer of capability to use that to solve problems rather than looking for expensive solutions like a new knife that’s better than your current knife, but worse than your current knife with sharpened properly.
How do you know you’ve got it right? Sharpness – I think box cutting for your recyclables or burn barrel is a good way to find out. A very soft knife with a fine apex will actually roll or deflect in the corners of coarse cardboard. that same exercise will also show you how much better a knife with a thinner bevel and adjusted apex is than just increasing the wedge angle of the whole knife to avoid damage.
If I can use a buck knife to chamfer the inside of a brass ferrule and see no damage to the edge, you can, too.
You don’t have to figure that you’ll nail it on the first try. if the knife seems too dull, less adjustment. If it rolls, more. The better the knife, the more latitude you have to work. I keep saying knives because tools this soft are uncommon and sharpening a pocket knife *well* (which is a treat) is less common. But apply it to tools if you have some one off tool that just won’t hold an edge in your work. Maybe it actually will if it’s accommodated. A truly defective tool is only one that’s so bad that it can’t be accommodated at all.
I’ve been sitting on two long billets of ebony for making guitar necks for a while. A couple of years, I guess. They’re about 40x4x1.25″ and were only something like $95 each – and they’re quartered or rift and straight on the flatsawn face.
Add linseed oil and french polish and they would make a guitar neck that would look like a bowling ball and I could resaw a fingerboard with the neck and make the line invisible. Like a pencil, it would look like one magic piece with a hole in the end for a truss rod.
But, it’s really too heavy for the job. There’s also excess in it and I thin it’s better used for knife handles. So, that’s what it’ll be.
To make sure I don’t totally give up, I trace a guitar neck template on the blank and before I use the whole thing, I’ll cut the waste off and use at. Translation, there’s enough for a gaggle of fingerboards or overlays still, or a neck.
I pulled out a card scraper to scrape the wax off the end and one face (didn’t need to do the latter) to make sure that the neck traced orientation is really dead on with the grain.
And I found this:
I wasn’t very attentive with camera focus, but note you don’t see much on the surface. It wasn’t that easy to see in person, but the card scraper gave up quickly (no problem if you can sharpen one quickly, just tough it out and sharpen more often) and the little tiny lines are tell tale.
If you get something like this, you won’t have to guess. Silica isn’t a mystery confusion, it dulls the edge right away, even on a scraper. But I can’t really see it and if you have something like this happen, just use your phone camera and zoom in and then look at the picture. No need to strain and guess.
Suddenly, you can see the lines are a lot more plentiful, and this board end was waxed, so these aren’t ambient metal dust. These being the little dots and plugged pores – it’s just silica.
And no surprise, all of the lines are about pore size or smaller.
In the unicorn article, I provided a method to modify the tip of an iron so that it would plane through this on long grain without being dented, but in scraping here just to look at the end grain pattern before cutting, it was just more of a curiosity.
Almost like it gets piped through the pores.
No amount of super steel buying will allow you to plane through it or just scrape it with a “normal” edge, but if the edge shape is changed some so that the little dots can’t manage to deflect it, then no problem.
A2 steel would have been a foreign topic to most woodworkers prior to the mid 1990s. The earliest mention I’ve seen of its use is George Wilson mentioning slipping it to coopers at Williamsburg to extend the working interval on their planes. If you haven’t watched a cooper, there’s a lot of white oak planing. I suspect the irons being smithed were not the equivalent of a current W2 or 1095 iron shot out of a quench and tempered back to 62 hardness.
I’ve seen Karl Holtey mention using it early on, as Karl has always introduced something unusual to his planes, or chosen to make unusual older models like the Norris transitionals.
But A2 isn’t really a new steel, and for simple purposes, 1084 steel and some versions of 1095 are about as plain as steel could be. O1 steel as we know it now was introduced with substantial alloying, and especially in regard to alloying that allows it to harden more easily. Water quenches much faster than oil and oil much faster than air. Fast quenches create distortion, or at least can, and won’t through harden very thick items. You’re unlikely to ever see a W2 iron made 1/4″ thick for a boutique plane – it won’t harden properly. O1 will easily.
Given that background, A2 is a steel with molybdenum added, significant increase in chromium (to 5%) and with a small amount of vanadium…..and a lot of manganese. O1 also has a lot of manganese, but only a little bit of chromium. Consequently, A2 can be air or plate hardened (placed between two cold aluminum plates). The result is a steel that tempers to about the same hardness as you’d find in O1 – good O1 probably lands between 61 and 63 hardness for woodworking. Good A2 will land around the same place.
What is air hardening? A2 will definitely harden if you hold it up in the air after heating it, but air hardening is generally prescribed in a pressurized furnace. Why? If you increase the density of air under pressure, it has more ability to transfer heat and it will cool A2 faster. I don’t know for sure, but would guess the bulk of A2 now is heat treated in furnaces in a vacuum under several multiples.
So, basically, what are the trade offs? We get a steel that is very easy for manufacturers to use because it can be quenched relatively slowly, and on top of that, it’s very insensitive to tempering temperatures, unlike higher carbon steels. The difference in hardness for a 100F tempering error is about 1 point. That’s the benefit for the manufacturer, it doesn’t do much for us as users other than make availability simple. It’s also not particularly expensive. What users do get is a steel that has chromium carbides that impart additional wear resistance. In wood in actual tests planing wood, I see a potential at same hardness for 25% more edge life.
The trade off is the chromium carbides are relatively poorly dispersed compared to the much smaller carbides in O1, and they provide more sharpening resistance than they return in edge life, and in poor quality samples, carbides can seed small nicking. If you experience problems with nicking edges in A2, the universal fix in tool and knife steels is to add a couple of degrees to the angle. If you have chipping with an LN iron, for example, just sharpen the final microbevel at 35 degrees. What little you lose in clearance, you’ll more than save in predictability.
That pretty much covers what the steel is – it’s around 1% carbon just like O1 and W2 – with the latter often being more in the 0.9-0.95% range. Not sure about the former, but chromium does tie up iron in carbides, so it would make sense that there is a bit more carbon in A2 to leave a similar amount in the martensite matrix (the part of the steel that we would see as “grains”).
From a practical standpoint, it does seem to be offered in a much narrower hardness range than O1, and I think many who prefer A2 over O1 probably aren’t planing much and may have experience with two things: 1) underhardened O1, and 2) a lot of steels they think are O1 that aren’t anything close.
Vintage plane irons that are laminated aren’t O1, they are something finer with less alloying.
I don’t know too many experienced woodworkers who use hand tools a lot more than just as a follow on to power tools who like to work with A2. There are certainly plenty of amateurs who like it just fine, and if you like it, certainly keep using it.
So, let’s address some things I’ve heard about A2 in some mock back and forth questions.
A2 is OK, but V11 is a much finer steel – it’s powder metal
This statement is false. V11 (XHP) is a higher volume of chromium carbides and the carbides are more uniform, but the larger carbides are similar to the carbides in micrographs of A2. The powder metal comment for V11 is true – look up “CTS-XHP micrograph” if you want to see what it looks like.
A2 is fairly new. They’d have used it in the past for tools if they had it. We have better steel now than they did.
Depends on what you mean. A2 has been around in some form since the 1920s, and probably little different from what we have now since around 1935. It was developed around the same time as D2, which itself was an attempt to make a less expensive high speed steel. But D2 didn’t and doesn’t hold up at high speed. It’s to A2 what A2 is to O1, and V11/XHP is somewhat like D2 with more chromium and carbon and because it would be so coarse in ingot form, it’s made with a powder process. D2 is also.
However, as long as A2 was used industrially (could very well have been used at Stanley!) for dies, it wasn’t really wanted for woodworking until amateurs came along. It’s likely for Lie Nielsen that it replaced a W series steel because Lie Nielsen couldn’t tolerate warping. And the popularity for a while of the A2 and D2 types of steels in knives may have gotten them exposure as blade steels.
But, no, woodworkers didn’t have to suffer without it from the 1920s on, they just didn’t have any interest in it. The amateur market was probably small as the push in the US was for modernity.
A2 steel is really tough
We don’t really test steel hardness, but A2 isn’t exceptionally tough. 80crv2 and 1084 steels that have very small carbides (and AEB-L on the stainless side, and 3V in powder metals) are really tough. Tough means they are hard to break. Not hard to bend, but take a lot of energy to break.
This is said about V11, too, but V11 is also not particularly tough. What A2 and V11 have is the potential to have edge strength with hardness (just like W2, and 1095, and so on). We don’t use S7 and other very tough steels that don’t have good hardness potential. And we don’t see 1095 in blades, though made in good quality, it would make a perfectly serviceable plane iron. It’s too difficult for boutique toolmakers to heat treat accurately.
Cryo treated A2 is better yet, it’s even tougher!
In my opinion, cryogenic (just resting the steel in liquid nitrogen after quench and before temper usually) does improve A2, and most anything we use for woodworking. But it actually makes A2 less tough. It converts remaining unconverted microstructure to martensite better than stopping at a higher temperature. Martensite is hard. The unconverted austenite from heating prior to quenching is not hard, but it’s tough. More martensite, less austenite, and the steel gets harder but more brittle in a break test. How much harder? Generally about a point on the rockwell scale. It does make the steel look slightly different in a micrograph (carbides look smaller, everything looks more dense), but the gain is general gain is in hardness.
Since we typically don’t test the toughness of steels in woodworking (that’s for crowbars), the extra hardness is nice and the loss of toughness is fairly small.
But there’s another benefit to cryo treatment – steels like A2 can begin to suffer when overheated because so much austenite is created at additional heat that much is left unconverted. Liquid nitrogen will convert much of that, creating a much wider acceptable range of heats and even the ability to chase hardness a little bit by creating what would’ve been softer steel due to excess austenite, and convert that to what we know as hardened tool steel – more martensite. Nice trick – too bad liquid nitrogen doesn’t come from a faucet. I’d love to have it on hand!
I do not personally see a reason for it to not be cryo treated and wouldn’t buy A2 that isn’t. So, better? yes in my opinion. Tougher? No. More wear resistance/longer edge life? Only to the extent that the steel is a point harder.
A2 Steel doesn’t get as sharp as other carbon steel
This depends on the sharpening media. But the statements made like that often consider O1 to be “carbon steel” even though it’s fairly highly alloyed to make the oil hardening possible. It can be true that dispersed carbides 5-10 microns in size can end up in the edge of an A2 iron, crack and fall out leaving behind a nick big enough to leave lines that can be felt on wood. But this statement is more commonly made by people who are not completing the sharpening process on A2 (it takes longer than O1), or using oilstones or something else that won’t cut carbides.
Diamonds and other oxides and waterstones will create an edge that is no different as long as any burr is dealt with. That is, it’ll be a little more work to get the fine edge, but there will be no perceptible difference in sharpness.
If I were still using A2 a lot, I would probably just cut a secondary bevel on a fast stone and then use micron diamonds to finish it. Why screw around. A better result than something like shapton glasstones or whatever else is being sold as the upper expense level fine stones, faster and for almost no cost. I’d do the same for V11/XHP.
If you like to use natural oilstones, there’s just no reason to use A2 with it. You won’t get a return for your efforts. And for some reason, the lovely washita stone and A2 don’t get along at all. I don’t have a picture, but I could probably create one (thought at one point I no longer had A2, but I do have lie nielsen’s spokeshave irons). The washita does something to break or tug at the carbides and leave a coarse edge. Under the microscope, the effect is seen easily.
Diamonds, on the other hand, don’t notice any carbide in common steels – not even vanadium. Vanadium provides a little more resistance, but the groove left in steel shows no favoritism – diamond leaves a wake like a plow through soft dirt.
Probably Chosen by Toolmakers, not for Woodworkers
This is my statement, not a question. Why do toolmakers like it vs. the narrative that it was “given to us because it’s better with a longer lasting edge”.
O1 is now seen by toolmakers as a steel that warps a lot. Hock’s irons out of France are tempered hard and it doesn’t seem to be an issue, but it’s a challenge to find high hardness O1 that I’m aware of other than Hock and in Iles chisels.
A2 heated to a proper temperature will land around 61/62 hardness after a 400F degree double temper. If the temper is 500F, an error nobody would ever make, it would drop a point in hardness. O1 would drop 3, which would drastically change the usefulness of an edge.
A2 steel is relatively inexpensive, and widely available
A2 when air quenched moves very little, leaving less follow-up grinding and clean up. The lack of movement makes it very easy to find heat treatment, and the heat treatment routine is uncomplicated (it should be done in an inert environment, though, but in a computerized furnace, this isn’t an issue)
Compared to other steels that have very coarse structures, A2 is coarse compared to O1, but fine compared to D2.
A2’s carbides are chromium, which means any synthetic sharpening media will sharpen them fine. The carbides are significantly harder than natural oilstones and they can be used to sharpen it, but the carbides will not be cut. They will rather be burnished and broken to fall out as you’re sharpening. Bottom line, most people use synthetic stones and won’t be offended sharpening it like oilstone users will.
If something is easier for manufacturers, they will use it. Fortunately, for us, it’s still usable. For someone using a power grinder and a honing guide and synthetic abrasives and having to grind a bevel once every two months, you probably won’t care.
Composition wise – I usually provide the actual listed composition, but in this case, I think mentioning it’s bits and pieces vs. O1 is useful.
Carbon – both about the same, but sometimes .05-0.1% more carbon in A2
Chromium – 10 times more in A2 (5% typically)
Manganese (for hardenability) – about the same. Chromium and molybdenum work beyond just manganese in making the steel harden without fast quenching.
Vanadium – a small amount in A2. Sometimes in O1, sometimes not. The function is to prevent grain growth during heating, which can allow pushing for slightly higher heating and resulting hardness without growing grain.
Molybdenum – none in O1 – as mentioned, A2 has 1% or a little bit more. Larrin mentions that Molybdenum is generally a good way to increase hardness in steels with 3% chromium or more, so it makes sense in A2, D2 and high speed steels.
O1 has a little bit of tungsten, silicon and nickel. A2 has about the same silicon and nickel, but no tungsten.
I think unless you start to gather what composition does, maybe this stuff isn’t that important.
Micrographs
I refer back to some steel supplier’s pages, and have learned a lot from Larrin Thomas’s page.
I mentioned to Larrin how excellent the micrographs were – they are not easy to create and are generally done with contrasting techniques to highlight carbides and an SEM. I won’t be making them. Used SEMs aren’t always that expensive, but having something that I absolutely have no chance to fix is not on the menu. Larrin gave me permission to link to his micrograph images as long as I give him credit and provide a link back to his site. I will *gladly* do that.
I have linked O1, A2 and V11 below, as well as links to the micrograph page in general. I chose these two, because there are probably a few people who think these three encompass all woodworking steels, whereas I doubt any were common 75 years ago (only A2 and O1 existed at that point of the three).
On to the pictures – credited to Knife Steel Nerds, of course. The little light dots are carbides. They are seated between steel grains. You can’t see the grain lines in these micrographs because they need to be etched with an acid to appear, but they are there, and generally the borders show grains larger than carbides. How do we explain this? Imagine a stone patio made with brick-size stones in non-identical shapes and marbles to golf balls filling up little spots at edges and corners.
Notice the disparate carbides here, lots of small ones – some 5-10 microns. D2 steel is made in powder metallurgy version with the chromium well dispersed, and there may be PM A2, but it would be hard to make the case if you’re going to the expense that it would worthwhile vs. D2. D2 in ingot form is pretty terrible – carbides disparate much longer than these leading to edge sections of several thousandths that could break out and worsen. it has a reputation from pre-PM days of being a “steel that can take a terrible edge and then hold it for a long time”. To my knowledge, the Iles tools made in D2 are powder metallurgy – just in case you have those mortise chisels and don’t remember any ragged notchy edges off the stone. That confused me, too. D2 and powder D2, similar composition, very different result.
You can see in XHP, the larger gloms of carbides are less like big ones, but connected small ones. It’s more uniform than A2, but not really finer and the toughness is less.
For reference, the 20 micron scale is just below a thousandth of an inch. what happens when a crack or nick forms due to carbides in the edge is that the carbide cracks and leaves the matrix leaving behind a ragged hole. If the steel has significant carbide volume or uniformity issues, the adjacent steel will also break loose, so a point that breaks out wears to a wider, but not much deeper defect. A fine steel with good stability will not widen much in the scenario that something like silica makes the notch instead. Translation, when carbides come out, the nicking will probably end up being bigger than the carbide void, propagating laterally in some cases because loss of lateral support for the remaining steel.
Check out the whole page at knife steel nerds if you want to review pictures further. I think Larrin is one of the few folks on the internet who provides so much information that he’s worth donating a few bucks to. He is starting to formulate alloys that are actually legitimately new, but he could do that without having done so much providing of information that really doesn’t benefit him.
His excellent page on A2 is here. Knife use with it was more common in the past – the market for knives definitely progresses faster and is more exploratory if not always providing new alternatives that are practical.
These little blades are a follow-up from the prior thread about “righting a wrong”. I have a distaste for the A2 iron that comes with these, and thanks to some folks mentioning they agree, I know others do, too.
I have intentionally not pushed this blog anywhere or used any form of promotion, because I want the readership to be organic. If I get a couple of comments agreeing, it’s out of a very small group of folks, and that’s a good sign. Maybe not for LN and their A2, but that I’m not off the mark.
What’s the issue with A2? it’s got chromium carbides. Carbides harder than iron cards impart additional wear resistance, but in my opinion if you drop below diamonds, they do not offer a proportional increase in edge life, even if you ignore the fact that damage itself has to be removed as part of routine sharpening and if not, it because extra work.
Considering the damage to not be important is the reasoning of someone who uses a router and thinks about plaining. With a volume of hand work, stopping for anything other than wear is unpredictable and just a straight up pain in the ass.
There was a second incentive in making these – they’re starrett O1. A smarter man would’ve used 2″ precision ground stock, but I only have 3″ and the rest of my stock is oversize. the mouth is so tight on these LN shaves that I don’t think oversize stock would even fit through (about 0.135 for the belt ground .125 stock that I purchased. I probably should’ve asked. I’ll make irons out of it instead – it won’t matter as much.
What was the second incentive?
To use the induction forge and thermal cycle and heat and quench all of these without the use of propane. Everything other than stuff I’ve intentionally overheated has come out well with the forge except for one chisel. One I made for Bill T who used to post on wood central. Bill uses tools and gives me feedback. I value giving people who use tools good ones. For some reason, though bill has gotten about five percent of the tools and knives I’ve made- probably less – he’s gotten about half of the defective tools and knives. At least the price is good ($0).
O1 isn’t what I use for chisels, though I could. It makes a good chisel when done right and is far easier to get right than 26c3, but 26c3 has a crispness and hardness and higher toughness at higher hardness that just is hard to ignore. So, I will trudge on.
For now, these blades are what I wanted for the LN shave. I’ll figure out what to do with the others, but I think it is time that I start selling things. It won’t be on here – that’s not what this is about.
I have one other idea – since I ordered .094″ stock in O1 to make stanley replacement irons, and it arrived also well oversize – .0102-.0105, I will also make some thinner blades so the LN shave can finally “eat like the big dogs” on projects where the tight mouth isn’t needed.
I love the shave, it’s a great tool. At one point, I had the rounded bottom shave, but the rounding is very minimal and I sold it. I wish I still had it, but at the cost of the shaves now, it’s not in the cards.
At any rate, this is the kind of thing I always wished to be able to correct before toolmaking – to get things the way you wanted them. Without much effort or cost.
Twice in the last ten years, I wrote articles that are usable and unique. Not that they are discoveries that didn’t exist, but they are topics that were not taught or discussed in a way that’s usable.
First, was the cap iron article, and second the unicorn article. I’ve taken a lot of crap over the 11 years since the cap iron article went up about it’s not new or everyone knew it, and quite a bit about buffing the tip of a tool. Publicly from people I have shipped things to for them to respond that a basically initial cowboy buffed edge was “really sharp”. You can’t stop losers or nutballs any easier than you can make me a person with verbal brevity.
Those articles are on woodcentral, which has become a somewhat delusional site, at least the ownership is delusional. I thought it would be the right place to publish them because there is no paywall, but the unicorn article is now gone and I can’t refer anyone to it, and the cap iron article is linked as to have been written by “Barb Siddiqui”. I have no idea who this is, but it may be someone who was on the forums when they were transitioning from newsgroups.
I wrote the cap iron article early on in my discovery because after starting with it, I began to get suggestions to go and look at what Chris Schwarz said about it. His and the discussions from other gurus were tending toward trying to make the cap iron paint by number, which itself is a stupid idea. The last thing people need is another jig to try to set some item that has a wedge shape end. In the three months or so that I had been using the cap iron by that article, I was relatively confident that I had a great feel for it, and that was the case. That illustrates its practicality. The only thing I’ve done since then is learn a lot more about various shapes and that just points back to why things were the way they were historically – namely, why a lot of the good quality caps irons are rounded and steep right at the junction with the iron and then become less steep quickly. It makes sense if you work by hand.
To summarize what I’m getting at here – I wrote the article not because I wanted to, but it’s my opinion that the Schwarz types who like to write about something they learned two weeks ago are excited, but they have a great chance of giving such bad advice (that become dogma) that the few who will actually try what they read will be doomed. The cap iron was too good to allow that to happen.
If you prepare taxes all day and run wood through a planer in your spare time and sand it or have retired from housewright work and just like to argue, maybe it’s not as easy to grasp why it’s so useful. Every person I have met who does a lot of work by hand (warren, who had a handle on it long before me, then Brian Holcombe, and then a user named Custard on the UK forums) won’t be confused by what’s valuable and what’s not. You can tell when the cap iron is valuable very quickly unless you’re not actually doing end to end work.
Time has gone on, and all of the forums are in their death throes, in my opinion at least. This includes wood central, which requested I not talk about making tools so that the big number of people just waiting to talk about hand tools could do it and it would become lively again. The owner is an editor, and he shopped a brief article about the unicorn bits and it was picked up by a woodworking magazine. I got a little bit of a clue as he expressed that with a reference to the site, things could turn around again. There was a bit of Uncle Rico flavor in all of it – if they would’ve let him start, his football team would’ve won states and things wouldn’t be the same (in Napoleon Dynamite, of course, it looks like he’s living in a high top van). Saying this a different way, the average age of the user on the site is probably in their mid 70s. I’m in my mid 40s – it’s a struggle for me to even find people my age and I despise facebook, instagram, or other app based intrusions that are really designed to interrupt you and get some kind of revenue from data profiling. I can accept the latter, but the meaningless constant intrusion is just a frontal lobe thinning exercise that someone with attention deficit doesn’t need. But that is where woodworking has ended up.
I thought the pop. wood article for unicorn was a bit campy, but they like that kind of stuff. It was distilled from my long article, and I reviewed it, but even my daughter saw the first sentence and said “you didn’t write that, did you?”. I said “no, I wrote something probably 15 pages long that has a brief but not happy summary and then a whole lot of detail and then proof”. At the time, my daughter was 10. Of course, she had no trouble believing the latter. Artices for magazines pay, at least some of the time. Those of us mentioned allowed the revenue all go to woodcentral. I have some oppositional thought to taking money for what I write in the first place, but I really at this point wish I’d have just taken it and donated it to a charity instead.
I think in the case of both of these topics, I can do something that is more usable. The unicorn article can be rewritten to separate all of the testing from the main article – I control this site now and can lay it out and organize it that way.
And I can do the same for use of the cap iron. The forums have been a waste of my time for a while, and they’re obviously a waste of time for people who are more interested in doing things or joining a group of people doing things vs. just being sort of a social hangout. At least for hand tools. And the latter is fine, it’s just not what I’m looking for online and lends itself to the situation that the UK woodworking forum is in with a couple of dud users responding to everything without providing any good advice. Often intentionally just disagreeing with whatever is said. A terrible way for beginners to get advice, and ultimately nobody hangs around wrong and the few that do, when you see what they attempt, you can tell the odds were against them. That’s a shame.
And I think the quiet courtesy that we’ve given forum owners over the long term is misplaced. As if the efforts were for our benefit – sometimes they may be, but often they’re not.
There is a pleasure working entirely by hand that is not helped by the magazines or the forums, and I aim to go not just from crabby articles like this to actually making this more sort of here’s the concept and details later. For example, it’s probably not intuitive that perhaps the angle used on the try plane doesn’t need to be as steep in effective use as that on the smoother. I would anticipate that this dynamic is probably a 10-20% difference in effort when dimensioning wood after the jack plane. These things should be explained somewhere and I guess nobody else is going to do it.
So lots of articles?
No. I typed my fingers numb for years thinking that I had some ability to convey something to people who were interested, but giving advice is like throwing an unskilled pass to a wide receiver playing football the first day, and against a professional defense. The reality is it’s so rare that someone asking the question actually is looking to seriously parse the information and own it.
I’m done with that and won’t be writing well summarized accessible stuff. I don’t like compliments – it’s a personal flaw – but matter of fact feedback, especially if it proves what I believe (there’s always room for improvement), that’s great.
These two topics are enough of an exception that I will tie the electrodes to my loins (that’s what writing clearly feels like to me) and take the shocks so that they are properly documented.
A treatise on all dimensioning work may also be useful. I do it well and I am lazy. if I can do it well and be lazy, that means it’s not hard. There’s a gaggle of things in hand tool woodworking that are easier to do neatly and quickly – both together, vs. how they’re described.
This is Better than a Niche Area, Though
Before setting up a blog, I was concerned that without some discussion, I would lose the combination of things that make for the fire to press on. That’s turned out to be far off -I’m making more things and posting less. I still like to read forums sometimes as there are just a couple of unique people that I really like. Some maybe for reasons people would find unsuitable, but I’m an oddball and I like people who are unique, too. I think day to day, the world operates based on conscientious folks who follow the rules and do what they learn. But nothing new comes without the oddballs. Compare Jamie Dimon and Elon Musk. Jamie wants to be custody of your assets the same way 9000 other places can do it, and Elon Musk has us doing things almost the way the US used to innovate in the first two and a half quarters of the 1900s. Like him or not, we have boosters landing on end like a broomstick and can get to space cheaper than the Russians and Chinese – which is really saying something. Probably none of us are either Dimon or Musk, but I’d rather be the poor man’s .000001% of Elon Musk than the person who shows you 400 jigs, things to buy and how to clean your shop.
If you like those things, the jigs and the shop cleaning, I also have zero interest in convincing you otherwise. I’m looking to share information with the people who think you first go to the shop to make things and figure things out and then everything else is after that.
As a first aside, this comes from reading comments debating dovetails. I’ve never much cared for the idea that dovetails are somehow great aside from the ability to create them with minimal tooling and hardware. Like everything else, the discussion seems to go from nonchalance to “please-give-me-an-ice-pick-so-I-can-self-lobotomize” discussions about squiggly baselines or whatever else.
What falls out even more obnoxiously is the discussion of what’s good work and what’s not and which craftsman did what and who did something else.
Inevitably, it’s mostly beginners or folks who make their living doing something else getting really excited about something that may not matter that much to any of us.
For me, that’s toolmaking. I’ve learned that toolmaking is an entertainment topic for most people, but not one that will cross beyond laminated tool projects, or anything.
Intense needling away about the quality of work or lack of in the past always lands on how much did a craftsman care. I think it misses a very important point. If you can do things finely to a standard, it’s easier to do the work. It’s a lot easier to cut dovetails that need a minimum number of chisel strokes or strikes, a minimal amount of glue, minimal follow up fitting (that’s toxic, and quickly becomes evident as a waste of time). Of course there are cases where the budget doesn’t even allow that, or where tastes didn’t and you find overcuts and other marks of haste and ease, but even those tend to result in dovetails that are threatened more in the looks department by seasonal movement than lack of fit.
It’s easier to do things well, and to not accept that you should just do them half-OK and then celebrate. When we see that a lot of older work appears to have relatively neat dovetails, rather than assume that it was an effort of self sacrifice and manicured-men attention to pretty detail, maybe it was just a whole lot nicer to cut everything close, add a little glue and push it together predictably.
It takes repetition to get to that point and identifying and solving problems. The online community falls apart because there’s rarely a good discussion of standard outweighing cactus-enema like obnoxious discussions about technique or tools or favorite guru.
But it sure is nicer to work when you allow yourself the repetition to get good at something instead of the burden of guessing and wanting to be a pro by drawer number two.
Still, I can’t help but think that someone that obsessed about dovetails and just exactly what they have to be – to the exclusion of talking about much else – is the kind of person who never goes to the bathroom without looking at themselves in the mirror for an extended period of time before leaving. Or tries to quote literature in conversation to people who are obviously uninterested in it.
Over the weekend, I made three things, but one of them was partially experimental. I guess two were. Strangely, it was the chisel in the middle.
Early this year, I added a smaller radius high speed grinder attachment (belt) to go with the one I already have. The first is a 2×48 multitool attachment with an 8″ contact wheel. It would be nice to have a real platen or something a little closer because the platen on that attachment is not really close to usable for making things straight. It’s just a bad design, and the two attachments work OK but they are not similar to the quality of real belt grinder.
The second is a 4×48 attachment with a platen that actually has the belt tensioned across it instead of suspended above it, but the tracking is terrible. I can live with it. It makes the belt go fast and if it eventually allows the belt to eat parts of it up as it moves back and forth, I’ll replace them.
However, I wanted to us the shorter radius wide belt to make the handled chisel shown, and I got a little lost with it and the tang is somewhat wonky and way too long. I also wanted to heat treat all three things not LN in the picture with the induction forge. The replacement spokeshave blade and the seaton chest style chisel on the left are perfect. The chisel is a little soft. I have no idea why and that pisses me off. The option to do everything before the final heat and then do that in the forge as I’ve always done is still there. The induction forge is far more handy for absolutely everything else, and makes heating the bolster to the temperature of the sun so that it forge welds neatly and easily a snap.
Otherwise, the chisel in the middle is usable, it’s not saw soft or anything, but it’s got to be two or three rockwell c scale points off of what it should be. Maybe the blank of steel that I started with isn’t what I thought it is. If it isn’t, that kind of variance is intolerable.
The other chisel is crisp, hard and snappy once handled, will be great to use.
The Wrong
The obnoxious A2 irons in LN spokeshaves – finally replaced by O1.
The faster I get at working by hand and the quicker the sharpening regimen gets, the more I’ve grown to really hate A2. But in a spokeshave, it’s especially dumb. You have a little blade to hold on to, and I really have no interest in creating fixtures. It should be sharpenable one-handed like an afterthought. However, A2 seems to grind and hone much less well than it’s abrasion advantage over O1. That is, it can last about 25% longer in wood than O1 in theory, but the grinding and honing on something small like this leaves me with finger aches.
And A2 still doesn’t solve the real life issue that most long-interval edges can’t be used without accumulating damage. This spokeshave blade and another (round) were the last two A2 irons I have of any type.
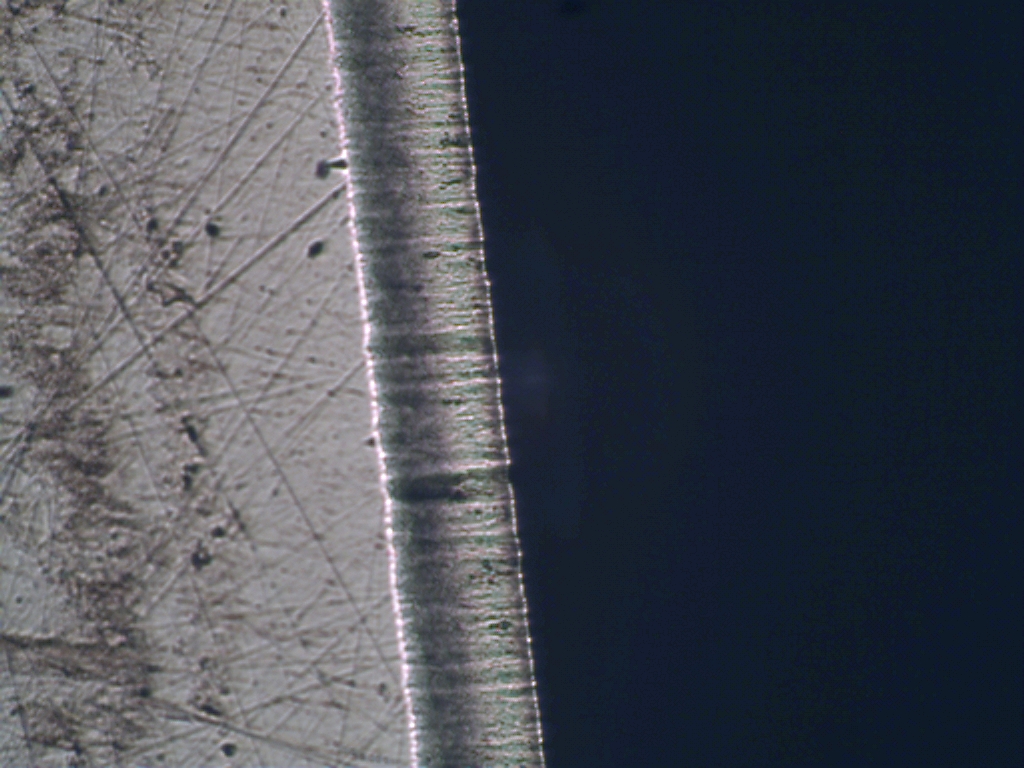
I’d imagine there are two things that drive people to like A2, aside from being told that it’s great. Lack of exposure, and inability to compare alloys at like hardness. O1 is frequently offered softer than A2, with the exception of hock irons. When O1 is soft, it can lose 20% of its edge life, but if the softness allows denting or edge damage other than abrasion, it can be shorter than that. I tested a bunch of irons almost four years ago now and LN A2 lasted 25% longer than a similar hardness O1 iron that I made. The condition of the iron in the last 25% was terrible. I don’t know why-I suspect it’s just the condition of an edge with carbides that are more proud than another. Actually, I do have pictures of this from the same scope that I use, but with the original older camera pardon the small size of the pictures.
This is what A2 looked like after planing about 1000 feet:
And this is what O1 looked like at about 800 feet.
The grainy look of the A2 edge is carbides standing proud. This isn’t a reliable predictor for the edge cutting sweetly or not, but in this case, the 200 foot difference between the two was unpleasant planing. O1 simply ran out of clearance, and ceased to want to stay in the cut.
The reason for the very neat appearance of the wear bevel (this is the back of the iron) is because the cap iron was set fairly close to the edge. This wear bevel is about 3 thousandths of an inch. The cap iron was set around 8, which would be a good day to day setting on the plane used. If you think about this, it should make some sense – the chip is bent and would probably like to bend in a curve, but it’s also contacting the cap iron and being lifted. It doesn’t just travel the remaining distance to the cap and get bent up at a hard bend point.
This fact is probably why rounded cap irons are nicer to use across a range of work than those with a flat facet. If the shaving is thin, it can contact lower on the face of a rounded cap iron and at a higher angle. You won’t care because it’s not that hard to bend. If the shaving is thicker, it will contact higher on the cap iron at a somewhat lower angle and you’ll appreciate the reduction in effort. After all, you will have to finish with thin shavings. Nobody that I know of finish planes with a 5 thousandth thick shaving as the last step.
Back to the spokeshave:
These are the only two remaining LN tools that I have – this shave and the one that will shave a rounded surface. They’re really nice and I use this one and occasionally the other one for guitar work – a little at a time. I hate the original iron every time and have finally spent the 20 minutes that it takes to make a replacement for it out of O1.
Lesson Learned from the Chisel – Fluent Working
The chisel in the middle is more of a 19th century firmer style. It’s about 0.11″ thick at the front end and graduates to about 0.15″ in the middle and then just under 0.25″ at the tang. Firmer chisels are nicer if the last bit of the tool is closer to parallel in its thickness, but a chisel made of only a thin piece of steel is what you may find with some push chisels. It’s no good. The shoulder and tang need to be stiff enough that the whole blade doesn’t have more spring than you’d want.
I thought I was pretty habitually trained making these types, but have made more seaton-ish chisels recently, so my eye wasn’t really keyed in to just freehanding everything as it was. And add in the shorter radius grinder wheel and just that was enough to make this a reject based on the long tang length and ultimately ugly look. I’ll go back to how I was doing it before and maybe finally make a set of patterns to mark the blanks and refer to when grinding and filing.
I remember when I was a beginner – the idea of making 100 of something seemed ridiculous. But having spent a little more time on this chisel than I’m sure I did with the last of its style perhaps approaching a year ago, the fluency in making things come to mind. It’s not enjoyable really to work by hand until you’re fluent in what you see, how you get there and the steps just falling into place.
Someone recently said they’d like to see pictures of what I’m doing in terms of steps making a chisel. I don’t really want to share it publicly at this point, but there’s no secrets in the chisel. you could make the same thing and get the same result with a different method. It feels like it’s 5 steps, but I listed them out and it’s more like 16. That’s simple enough that you can easily learn to do it by feel, as long as the feel doesn’t change. At this point, other than the hiccup, the rest is getting faster and better at the same time.
I’ll figure out the thing with the induction forge, or I won’t and will continue to finish the heat treat with a propane forge heat. That’s not a big deal either way – it’s all of the other heats that occur other than that final one that take a lot of time sitting and waiting for something to heat, but having to watch it close enough that it doesn’t run away.
For you, if you’ve never found satisfaction in this hobby and jump from one thing to another feeling frustrated – consider making something a specialty. Something you will make well and in numbers, and if it’s difficult to figure out how to get rid of it, make it something you will be able to list and ship when you get good at it. If you like furniture, it could be something with drawers. If it has to be small enough to ship, it could be some kind of completely hand made box (like really hand made) with a french polish.
You will find more reward than you think in getting better by repetition. Very few can jump from one thing to the next and make the first version perfect. And even then, it’s hard to get a rhythm making things that way and it’s all stop and start in feel with too much thinking and not enough getting past thinking about the routine stuff so you can observe and adjust while in the middle of making.
Pickup up a different chisel and then using different equipment was more of a challenge than I thought it would be – not to make a chisel, but to make one to the same standard after an interval of not doing it. I don’t like the result, but I can live with it as it’s still gaining experience with the new stuff. But it reminds me of where I’d gotten to and how subtle it was. The only real pain with it is the risk of warp in heat treat. That never goes away unless you use an easy steel, but you can manage it. And heating the bolster with a brazing torch – a pain – either the gas is running out or when you put the torch down quickly to set the weld, it ends up pointed in a direction you don’t want cutting holes in other torch or burner tips, or it puts itself out – not a good thing with unburned oxygen streaming into the air waiting to go off with a giant pop so that you set the weld and then change pants.
You may be thinking a turning gouge is a hand tool. It is, but M2 is well known for being a good and potentially exceptional steel for making lathe tools. The reason for this is that it has an enormous wide double tempering range and can air cool. That is, it’s suitable for “hot work” at higher speeds where the edge of the tool can heat without being ruined. M2 has great potential for offering a good balance of edge fineness, sharpenability and edge life if the bar stock is well chosen, and hardened properly, generally to a high level. If you have underperforming M2 turning tools, they’re probably just lacking hardness – a chronic issue with mediocre tools that has varying reasons.
I turn almost everything with M2 tools, especially skews. You can touch them up on stones and then grind with abandon when you need to. As a hand tooler, I probably sharpen more often than most turners, but for example, if I am turning chisel handles out of something abrasive, I will spend some fraction of a minute re-establishing the apex on a large oval skew and then buff or polish off the burr. Let’s not get too far into that or we’ll end up with turners mentioning edge life and coarse finish and such – if you’re trying to get close to finish off of turning tools, you still need some polish.
So, where we see M2 much less commonly is woodworking tools. Academy saw works made a blade out of M2 that by pictures of wear at the edges and edge life must’ve been suitably hard. Some of the Chinese tools sold as HSS are M2, or close – an XRF analysis of some inexpensive high speed steel irons that work well shows perhaps some penny pinching on expensive alloying elements. In the case of the sample someone tested both for mine and their satisfaction of curiosity, we found the brazed irons to be harder than claimed (65.5 hardness average despite a claimed 61) and “almost” in M2 spec. Not a surprise – it’s probably the least expensive high speed steel.
What is it?
M2 high speed steel is a lower cost alternative to an early tungsten high speed steel. You can read about Mushet (which is before that), and then tungsten high speed steels if you google. Knife Steel Nerds is always an excellent start. Tungsten high speed steel is expensive. M2 ends up being common now because it was developed in the “ingot era”, if there was such a thing, before you could make up for composition problems just by creating a zillion little powder ingot balls and melting them together. I’d imagine even with powder metallurgy, too much faffing in heat treatment quickly loses the even microstructure.
What’s the significance of ingot? Steel is generally ingot (cast into an ingot, bar, ball, block, whatever) and then worked by rolling or forming, or powder metal where the ingots are tiny balls, all the way down to a few microns or perhaps even a micron. And there are in-betweens like spray forming, which are a little less expensive and may suit operations that aren’t relevant to woodworking tools. Not to say it’s a good process – it can improve steels that have terrible toughness due to wandering large carbides when done in ingot type (D2 is one), but if it makes it possible to do other industrial processes that have nothing to do with tools, we don’t care.
Knowing that, the basic premise here is ingot type steels are cheaper to make and if the alloy is amenable and creates a fine microstructure without the expense of something like powder metallurgy, that’s our gain as users. The steel will cost less and won’t be as difficult or costly to cast and process. This should not be confused with the end product being less good. Powder metallurgy can add a lot of toughness and fineness to something that just would be terrible in ingot form. We just don’t necessarily need 15% vanadium in woodworking tools, or enormous volumes of chromium carbides, like we see in V11 (analysis says “PM-V11” is just CTS-XHP). I think XHP is an interesting steel, but it fills a marketing need more than a user need. The rarity of it outside of Veritas has to do with a combination of attributes that make it pleasant, but not ideal for use. It’s a good case of a steel that’s not really any better than M2 for hand tool use, and it’s incapable of high speed use. It’s similar to D2 with more chromium and more carbon – so if ingot D2 looks coarse vs. powder D2 in micrographs on knife steel nerds, imagine what XHP/V11 would look like with more alloying elements. It doesn’t exist in marketed ingot form.
So, hopefully we’ve established some understanding here that it isn’t a surprise that pre-PM steels that were formulated to do well in ingot form aren’t “worse than PM steels” just because they’re not powder metallurgy, and it’s absolutely not the case that “PM steels are finer grained”, because they are generally finer carbide structure only against their ingot equivalents, which sometimes don’t exist. It also shouldn’t be much of a surprise that people actually knew what they were doing at the time and designed steels that wouldn’t be like D2 or 154CM with giant carbides.
That brings us back to M2 – the recipe for a steel that is good in ingot form is getting the balance of elements right to form useful carbides, but not large crack propagating poorly dispersed versions of them. Or in the case of very fine steel (like AEB-L), reducing carbon among the alloying elements to prevent the ability for large carbides to even form. AEB-L is a tangent, but it’s a superb example of creating a finer microstructure steel than any popular PM that I’m aware of. So summarizing this lengthy discussion about ingot and making the point here, M2 is a lower cost steel than the tungsten-alloy high speed steels that preceded it. I have no experience with those to compare them to M2, either. But with the low cost comes no real compromises unless you are a person who feels like you need more carbide volume to do day to day work (you don’t, but you can feel that way).
An interesting comparison here with M2 are Larrin Thomas’s micrographs – of M2 vs. conventional D2 vs XHP (V11). These are all from this fabulous page put together by Larrin Thomas – a legitimate expert who tries to get and give the right answer:
You can see in the micrographs – and if the individual picture links become dead at some point, the main link will allow you to just do a “find” in the page, that M2 is lower carbide volume than V11, much higher than O1, and in the balance of things, the groups of carbides are no bigger than the groups of carbides in V11. The carbides (imparting wear resistance) are lower volume, but of different types. To put the effect plainly, at similar hardness, M2 lasts slightly less long than V11 (80-85% as long in my ideal scenario testing), but does well in proportion to the carbide volume. This is because some of the carbides are harder in M2 than the type that dominates V11 (chromium), which happens to be the same type that dominates A2 and D2 – chromium. For slow work, i would refer to chromium as the woodworkers carbide because it seems to be OK in a whole bunch of volumes, as long as the higher volumes are powder metallurgy, and it’s not harder than common sharpening stones.
I haven’t found 10V in limited testing to have the same sweetness in the cut as chromium carbides can have, but jumping around here – 10V being similar sounding to V11 and entirely different – 10V is primarily vanadium carbide, and much longer wearing than V11, and capable of high speed work, thus you’re not unlikely to find it in higher end turning tools. V11 (XHP) would lose its temper in high speed work, and won’t be found there, and 10V will be much more expensive than M2.
This whole idea of talking about carbides in steel probably merits a separate discussion. Nobody would read it – summarize here to say, that it may seem I’m contradicting myself because I don’t care for A2, D2 or V11 (of those, I’d choose V11), but I care even less in woodworking for steels that are primarily vanadium carbide – they can wear a long time but they don’t have the same cutting sweetness as A2, powder D2 (not conventional) or V11/XHP. I just don’t like any of those three nearly as much as more plain ingot steels that do not have an imbalance of wear and edge strength leading to accumulating damage that doesn’t get removed by most people when sharpening.
Phew – I’ll bet a comment about M2 that’s a bit more plain and bold is in order here, as I’m comparing it to a lot of other steels out of something that has me with unanswered questions based on the above. M2 is inexpensive, it’s as tough as V11, it can be tempered as hard or harder, and wear just as long meaningfully (in theory less, but good luck doing regular work and getting to the footage V11 can plane without accumulating a bunch of edge nicks) as V11, it makes a wonderful chisel, and unlike V11, it can be ground with a heavy hand. You are more likely with M2 to burn your fingertips than you are to ever threaten the steel, and even if you grind it to a dull red, just let the steel air cool and hone it and move on. That’s the point of high speed steel. It would seem that someone could offer M2 plane irons and chisels at a slightly higher price than A2, do them well at relatively high hardness and sell them. And people would like them. But so far, we’ve had the academy saw works blades sold making spurious claims (in reality, their edge life is a little less than double good O1) and at a really high cost.
The other alternative is the $10 Chinese brazed blades on aliexpress and other places that are “almost” M2. They can be excellent -and some can arrive extremely hard with flatness issues that the average person can’t handle even in more agreeable steels, and my testing of one of the Chinese irons showed that it outlasted A2 by a lot, but the carbide dispersion did not live up to the fineness of the good quality done in the micrograph above for M2. Who can really criticize when you have an iron made and shipped to you from china for less than the cost of the steel in most of the boutique stuff. I can’t, they’re great for the money, but the idea of buying one and it’ll be perfect – not practical.
And with that, I really don’t get it. I don’t get why someone doesn’t make high hardness good quality M2 plane irons and chisels off the rack in the US. The lazy answer is A2 is easy for everyone to use. It’s generic corn flakes for someone who has to feed church breakfast – not cheaper than pancakes – but cheap enough and really easy to prepare industrially. And everyone, for a while, bought into “we have it because it lasts longer”. I doubt that’s the reason. We have it because doing steels a little bit more plain at high hardness is pretty difficult industrially.
I have a set of cheap Chinese chisels that are shaped like triangles – they’re blanked from what I can tell (just punched right out of bar stock), the design is terrible, but the steel is wonderful. The hardness is high and the chisels still sharpen reasonably on regular stuff, can be ground quickly with a heavy hand when needed, and the only thing missing is small modifications that would make them hold up and a savvy marketer. The reason they fail is an interesting one – the chisels are blanked in a cross shape with a tiny short tang. the “T’ of the lowercase T shape acts as the bolster and the “top of the lowercase T” is a tiny short tang that hogs out the end of the handle quickly and the handle falls off. Great steel, with a slight shape change, would be a difficult chisel to beat. these are different than the chisels you see with a braze/bronze line across the middle – no experience with those. Probably from the same company, though (woodwell, mujingfang).
The Composition and Summary
Once you understand alloying, the composition may make more sense. You can discern things from it. M2 has some range, so I am just going to provide straw numbers instead of ranges, what a typical version could be.
Carbon: 0.9%
Chromium: 4%
Vanadium: 2%
Molybdenum: 5%
Tungsten: 6%
And perhaps some traces of other things, with some listings claiming cobalt and others not. Cobalt adds hot hardness at the expense of toughness in a steel where we probably don’t want to give it up. It may be more useful in drill bits where the end of the cutter lives a horrible life in the first place – pressure, heat, abuse.
Vanadium is in M2 in great enough numbers to make carbides, but not that much and it sharpens fine on stones that don’t cut vanadium carbides. “regular stones”. And Tungsten is there, after I mentioned that it has mostly replaced T1 (tungsten) high speed steel when cost is an issue. T1 has 18% tungsten, so it’s not the exclusion of tungsten that makes M2 less, it’s just much less of it.
In discussing what each typically does – vanadium creates carbides but also prevents grain growth in heat treatment. The same is true for chromium. Molybdenum and Tungsten both create hard carbides with literature that I’ve been able to find suggesting that the performance of molybdenum carbides is similar to tungsten carbides. Which points back to -similar function, lower cost, of course that will be favorable when cost counts.
Typical high quality temper hardness: 64 on the C scale.
Breaking toughness, which is a little hard to use directly for woodworking purposes (we don’t hit tools in the middle with a hammer and see how hard they are to break) is about the same as V11 and O1, and with higher hardness and good microstructure, edge stability in my experience is very good (better than V11, probably due to lower carbide volume).
What’s a Good hardness for Woodworking?
For just about everything with abrasion resistance, a case can be made that higher hardness is better to avoid damage due to deflection. Higher hardness also improves wear resistance in ideal testing that doesn’t damage edges. I’ve had Chinese irons of other designs that were HSS but a bit soft. I see no virtue in them because they will dent, nick or roll too easily and the point of long life makes no sense. 64 that’s mentioned as a typical result on metallurgical pages for M2 is, in my opinion, probably ideal.
Except, good luck finding it. If you come across an academy saw works blade and you’re looking for long planing intervals, if V11 costs $50 or whatever it is, I think one can’t make a case for spending double the amount for an iron that’s not functionally better, but just as good. Unless you really love grinding steel with a really heavy hand and like the heat tolerance.
I wish someone would buy high quality bar stock and offer at least plane irons in M2 at the 64 target, but there are a lot of people trying to blank or cut and heat treat irons in small volume (DFM toolworks for example) and success at this point has to do with implied friendship from boutique makers (a little one sided as you’re friends if you’re buying! they’re not buying anything from you) and marketing and getting gurus to run around touting your stuff.
One of those gurus will gaslight you – for example, telling people that V11 and 10V are the same thing or similar (they’re not close), that a tool maker who sells 10V isn’t using it because they don’t know what they’re using (they’re using 10V – managed to gaslight even one of the manufacturers) and then if you correct them, tell you that everyone is confused by talk about steels so don’t do it. But, that’s the world of gurus and influencers, I guess. Information is a reason to buy when they’re offering information. When it’s pointed out to be wrong, it’s written off as “too confusing and not important to discuss further”.
As you can probably tell, I have a distaste for people who don’t address what’s being discussed, but create other hurdles. The folks who alternate between “expert” (rarely are, or are too ready to make bold claims outside of things they know) and gaslighting are similar to someone running into a hurdle race and placing hurdles that aren’t supposed to be there, alternating between removing them vs. lifting them higher to see if they can block you. We all end up wasting our time.
I would imagine if you asked why there aren’t more woodworking tools made of M2 in good quality for “cold work” (planing, chiseling), you’d get a myriad of answers and most would say something about it not being as good as _____ or being coarse grained. I’ve seen these in drive by posts -“you can’t sharpen it. it’s meant to be sharpened on a grinder wheel!”, and so on. The real answer here is it would make fine tools, but nobody’s had the inclination. And where there is no inclination, it’s generally because entering or expanding the market isn’t very likely.
After all, the point I’ve made elsewhere still stands. Will any of this stuff improve your productivity as a woodworker over plain steels? No. it doesn’t matter how hard or abrasive the steel is, the time involvement to sharpen plain steels is still in proportion with more abrasion resistant steels, and will overall end up being less due to the ability to keep sharpening ahead of edge damage. We’re all guilty (me included) of wanting to try the different new stuff, anyway.
Everything is associated some way in my mind, at least if there is a weak multi-degree association. I realize being a poor processor of outside information, at least without a lot of repetition, this stuff has a low probability of being noticed or digested the way I’m thinking. Which reminds me of a comedian at one point suggesting that jokes that are too complicated or obscure just aren’t funny. This comedian has this same disorder that I have – pattern noticing, association, predicting, checking, testing accuracy of predictions. But I get what he was saying – that you can have two issues when something gets complicated just to be interesting to the person, in this case, telling the joke. First, you’re just being a snot and arrogant trying to cater to a very narrow audience. I don’t much care for personal ego leveling up or “high end groupism” and labeling, so that’s not my bag. The second, is you end up saying a bunch of stuff that nobody gets.
And sometimes that is. So I apologize for some posts on here where I go deep on W2, or whatever else – I’m in my own bubble drawing associations between things and to some extent, documenting them for my own edification. This blog isn’t about trying to draw a big following and monetizing it. If I want to monetize something, eventually I will sell tools, but it won’t be through the blog unless I’m desperate for money. I guess that’s possible, but it won’t be soon.
So, what’s the title a play on? Nesting boxes. I am actually building a stone box, but it’s not a nesting stone box. Boy that would be weird. But it’s also a play on my previous comment about shop nesting. Shop nesting is a trap – one that leads to wasted time and then too much time spent leads to a lot of folks not wanting to dent or allow anything to get dirty. If the nest is the point, that’s fine – I wonder how many people feel like it isn’t the point but they get stuck in it. A perfectly clean shop with a lot of money spent, especially when you count the cost of real estate occupied, and walls full of jigs (that aren’t for recurring professional jobs – I think we’d call those patterns) lining the nest.
It’s my goal to make things in the shop. I hate cleaning – and I hate extra effort organizing. Organizing to a large degree is necessary in a shop with more than one person and shared space. It’s necessary for us at work. if you’re working in your own shop by yourself, it’s not that critical and has little chance of increasing the volume that you make. It does have the chance of costing you money, wasting time and I guess if you are thin skinned, you can show your friends your shop without being embarrassed about disorganization.
So, I have this bug in the back of my head- if incessant organizing is needed to actually do work, then I have too much stuff and need to dump things instead.
Back to the box. Keeping a nice organized bunch of exotic woods (OK, I keep a bunch, they’re not organized) is nice in one sense. They’re never as dry as they claim. In another, loss of wood over time, it’s not so great. Stuff cracks in winter here. So, the fodder for making a box comes from a stick of Louro Preto (you can find it on wood database) that has delaminated a little around a growth ring. Since it’s already fire fodder, it’s good waste for a box and I fixed the ring by gluing it with CA.
Even in the Little Bits, There’s Chance to Experiment.
I don’t want to spend any significant time making this box, which means i’m not going to come up with some router setup, i’m just going to drill it out and fit it to the stone after chiseling off the sides and corners. I’m not sanding it, I’m not scraping it, not any of that.
But there’s an opportunity. Louro Preto isn’t that great to plane. It’s hard, and the grain is often disorganized. The wood database puts it just below rosewood, but it’s worse to plane. The general stat at the wood database is dent hardness and density.
I had no intention of posting pictures of this, but as I was planing, I realized this is a wood that will illustrate the shavings issue. Look at the shavings, and now look at the wood surface. the wood surface (aside from the sapwood) looks pretty good. Look at the shavings – see the little holes in them? You would have to make a second set for the cap iron to plane this really cleanly (really close) and this doesn’t rise to a project of that level. So I don’t do it, but I know when this sees shellac, there will not be a mirror surface. From experience, I also know that if I french polish it for sport (something you can do while watching videos – a functional fidget spinner), they will be sealed.
But there’s information in those shavings. I’d say trying to smooth plane Louro Preto would be in the single percentage digits up with the worst woods. It’s relatively hard, but between the rings and in some of the ribbons is weird powdery wood. So you get shavings and a pleasant aromatic dust.
Don’t discount what the shavings show much more easily than does the wood.
Planing the Ends
More than just planing – Louro Preto also splinters easily. This box will have bevels – plane them to size, or plan ahead a little better. I should have marked the board carefully, but didn’t, because the wood had a delamination and I thought I’d just be going for another length next. If you’re working by hand, think about stuff like this. I can mark and saw something like this by hand in a way that very little work and no squaring will be needed on the ends. I just didn’t do it in this case because I wasn’t particularly engaged in the whole process.
There’s not much end to plane here. If I hate sanding, I hate sanding end grain five times as much. It feels like an activity meant for people with no brain. I also don’t like the look of sanded broken edges, so I don’t do that either. you can plane the bevels on the fresh wood, but it’s faster to use a file or super shear, so the dust you see on the bench top is just what came off of the super shear. This box isn’t think enough for large bevels, and if one were to make a decorative box with them, mahogany would be smarter. It’s more stable, anyway, and five times easier to work.
After planing the end grain, I shear it off a bit with the super shear and that’s it. It takes much longer to type this than it does to do it. It’s important to note that since this is a splintery wood, but practice in general, the bevels are on before the planing, and they are also safer with a file on wood like this as even planing the bevels can cause small splits at the corners. the planing itself is done in a way that the iron goes on askew and comes off askew. If you don’t do that, you’ll find out why when you try to bull the wood and it splits in a long line parallel to the width of the iron.
The stone is in the box here to help with alignment. It’s in tight enough that it won’t allow the lid to move while planing – that can be addressed with light scraping of the sides later.
And if you’re actually thinking about making a stone box, break the edges just a little bit on the bottom part of the box. Your hands will come in contact with them. Nothing garish is needed, just a small break of the edge, and if it’s a facet filed, it’ll actually look better. Even if it’s done quick and sloppy like this box.
I plan on sticking something non-skid to the bottom and adding more shellac than this first bit rubbed in through linseed oil. Not because it needs to stay pretty – the shellac will get dinged and so will the box. but because I don’t want the box to be black from handling down into the wood.
You can only just see the evidence of the edge being broken in the last picture – it’s discontinuous. the small bevels around the top of the box meet in a triangle at each corner, made by starting pulling a file backwards to start. those would also be punishing if let untouched. If you make fast-as-you-can small bevels like this and they don’t all line up, just adjust the long bevels slightly as they meet and then address later vs. pretending you’re a machine trying to make four perfectly identical freehand bevels. they only need to be close. You probably didn’t look at the picture and say oh, how uneven. Save the fine efforts for work, not the nest, unless you’re testing a method in earnest that’s going to be used on work soon enough that you won’t forget it.
This is a popular topic on forums. For a plane, and let’s assume we’re talking about stanley planes because the decent versions are practically impossible to improve on functionally, there aren’t very many things that need to be right. But before we move on, if you want to check these basic things every time you have a plane that seemingly doesn’t work as well as others:
Check to make sure the iron is sharp. If needed, resharpen and see if you can shave hair off of your arm with the iron both bevel up and bevel down. Sharpness and lack of a false edge or burr fragment will do this.
Confirm that you have cutting clearance with the iron. If needed, hone with a medium stone and a guide at 33 degrees or so until a burr is raised and then go over the same angle or a degree or two steeper with the finest media you have thoroughly without lifting (this is a dead common issue on planes and irons I’ve examined – it’s sneaky because the iron may still look good)
Check that all screws on a plane are tight and that the handle and the knob cannot physically be separated from the casting. You can have a very sneaky issue with planes where the front screw on a rear handle (if there is one) holds the handle tight (to the eye) against the casting, but in use, the handle lifts/vibrates with lack of firmness. this is a torturous thing to not notice, but relatively common as handles continue to shrink with age (fast at first, but they never really stop) and everything looks good but the thread on the metal stem does not allow complete tightening. A mechanical fix is needed for the rod and boss in the handle to apply very firm downward pressure
Those are probably the three that are most common that aren’t related to flatness. Everyone mentions the first, but the other two are not as visually obvious and can drive you crazy. After all, with the third bullet point, you turn the screw, it’s tight and won’t go any further, but you can’t see that it’s just fully seated in the casting and the boss at the top of the handle isn’t actually applying pressure. I like to fix this one with small washers – you can reduce thread length by shortening the bolt, but do it a thread or two at a time and not “i’ll just grind a while” and find out that the thread quality in the casting isn’t so great and is only tight at the bottom – which you can suddenly not reach.
OK, but What About Flatness
Raffo – note the tangent, it’s avoidable for some, seemingly not for me.
For everyone else, the items above are related to flatness, because flatness isn’t immediately easy to see. Clearance issues are easy to feel with experience, so are flatness issues. The little handle trick is harder to see and easier to just test by fixing rather than some other way.
Flatness of the variety of several thousandths at the toe and heel, where both are low and a feeler would go under the middle is not easy to measure, but it’s a real pain. If the error goes the opposite direction and there’s no twist, you will never notice it – as in, if you put two thin feelers under the toe and heel and the mouth still touched a flat surface, no problem.
Even if you can measure things, there’s mental trap here with this whole slightly hollow in the length idea, and I’ve gotten a lot of flack for actually measuring what matters and reporting. Why? You can push the plane down only moderately hard and push all of the “bad” flex out – if the heel and toe touch only on a machinists reference surface, it’s probably not more than 10 pounds to get the center of the plane to touch. You will not be doing this in use, though, and when you plane, the toe and heel won’t always be on the work. You’ll never plane a fine flat surface with a plane like this perhaps other than once for show if you can win a bet doing it.
However, this seems to be common. I can’t say “90% of planes will be ____”, but I can say that of lower wear planes, especially later, I have seen a lot of planes with the low toe and heel, but the amount low is small. I think this is an artifact of stanley’s manufacturing. I’m not a machinist, so I’ll leave it to them to say why, but I did finally see a machinist this week mention that if the last passes aren’t fine, low toe and heel will remain. Too bad the bias wasn’t the other way around, we’d never notice it.
So, What does this Mean for You?
I have addressed flattening planes functionally in videos and maybe on here before. I rely on a 1.5 thousandth feeler and a starrett straight edge. I haven’t got a great idea of how you would be able to check things reasonably well with a lesser straight edge because a 3 thousandth error over 2 feet is below the spec of a lot of steel straight edges. Starrett’s spec is something bonkers – like 2 ten thousandths per foot.
Doing this by hand is different than with a surface grinder, though. You only need to do what counts. If I refer to plane probably needing 2 or 5 thousandths or whatever it is removed, I am not measuring in the last tiny fraction of the toe and heel. I just don’t care whether or not the last bit where there can be a big fall off is addressed. It’s possible that a beat up toe or heel could be multiples of the error.
This apparently creates controversy, because I’m not the only person talking about these things. I’m measuring with a starrett and only checked feelers. My smaller straight edge has some mile and has been cleaned up a couple of times, but I have another that’s mostly unused to check it against. This is what a toolmaker would have. To get a 24″ starrett for someone who doesn’t care about this stuff is a bit of a push as it’s over $100 at this point. That’s a trivial expense to me, but I wouldn’t spend $100 for sandpaper for a $1000 project. We all have our priorities.
With all of this in mind, you have to decide what camp you’re in, because there are two that are definitely false camps: 1) the machinist who says nobody can make a plane flat by hand. This is a false statement, and perhaps a victim of society’s inability to properly use terms that mean probably vs. definitely. 2) that you can just lap every plane flat with a defective polished tombstone. maybe you can do it with many, but you can’t do it with all.
So, my camp is simple. I will always do this by hand. it’s extremely uncommon for it to take longer than 1 1/2 hours, and sometimes it’s 10 minutes. Neither of those is longer than waiting to get a plane back, and the cost (close to zero, just the cost of sandpaper and maybe some wear on a file) is less than what it would cost to ship a plane one way. Your camp may be sending the plane off to be machined even if you could do it by hand – because you want to. Or because you don’t know at all and you don’t want to. Either of those is fine.
But try to avoid becoming someone who lowers the discussion level by repeating something you’re told and declaring that it’s universally true. I have been told more than once that a plane that I flatten won’t be flat. There are never any questions about what I’m observing to declare a plane flat, because someone who has concluded that is engaging in mental laziness – the conclusion occurs before the discussion.
I will admit when someone says they just started woodworking and they’re lapping all of their planes, I squint a little bit, too. It’s probably better to wait a little bit so you know what to expect performance wise.
And what’s that? that if you have a known flat surface, you have a plane that will plane that surface and make a continuous shaving from end to end without clipping ends off, and when you switch planes around, each will continue the efforts of the prior without any time spent planing the wood to the shape of the plane sole.
Why this is controversial – and it seems to be – is beyond me. If you’re going to do a significant volume of work and you have to take four shavings depth across a large panel for every panel after a try plane just to get a smoother or jack-set-as-smoother shaving to be continuous, only to find that the surface is convex……well, that’s not realistic. It’s just one more small way to figure out who says they do most of their work by hand, but doesn’t.
Back to What this Means for You
Here’s my advice – don’t assume you’ll do a perfect job flattening your first plane if you want to do that. And if you do, take it slow and have a good reference straight edge. I’ll stay out of going all the way back through what counts in this case, but keep in mind even small errors (like dirt on a bench top under a glass lap) will throw you off. Check often, do no more than you have to.
If you want to get a plane ground because you just don’t want to do any of this, by all means, go for it. Just don’t believe it’s the only option. If there is a menu of solutions and they all work, then pick one and don’t worry about it – worry about how to learn to use the plane so well you would trust it in all work and use it for pleasure.
Premium Planes will Guarantee Success?
No, but they will increase your odds of having to do nothing.
I’ve only had about four LV planes, and I didn’t keep any of them long enough to get to knowing how accurate they were.
I have had ten Lie Nielsen planes – half new and half not. Two out of 10 were hollow just under 2 thousandths. They would not create a flat or slightly sprung joint. The first, I was afraid to fix ( a LN 8 bought new ) and the second ( an LN 62 that I bought testing the unicorn ) I just fixed. Same error in height, but shorter plane and more consequence to it. I would plane a surface flat to the starrett and the 62 couldn’t touch the center of it if it had any length at all. No bueno.
I’m not encouraging you to modify premium planes. At this point, I have no qualms. I knew I wouldn’t keep that plane, but I also knew that even in an anonymous ebay listing I could explain what I did to improve it clearly enough that it would sell easily. It did. On a straight auction, it brought far more than new price.
I sold the 8 much earlier disclosing why I was selling it. it also had no problem selling as stock. Maybe someone didn’t believe that it would matter. By the amount of use on the used LN’s I’ve bought, it probably wouldn’t. I couldn’t match plane a cabinet side joint with the plane and not have the ends separated, though, and that should be doable without ever having to check the joint in the first place.
lastly, I have from time to time gotten a stanley plane that’s so worn or beaten that I won’t flatten it. It’s bad enough that I don’t think I would bother sending it to be ground, either. Who wants a stanley plane with .03″ (not .003″) of material removed. I don’t. That’s the nature of buying older planes. Most days, you get a big mac. Some days, you’re eating fine chocolate right out of the box, and some days, you’re eating with the dung beetles.