I’ve been making blades out of sharon 50-100 all week – one a day as it’s something I can do in less than an hour, and the ability to use a plane and then examine the edge under a microscope to see what I have is just about the ultimate initial test. If the iron is good, it will sharpen easily and well and wear evenly without chipping and folding.
If it passes that, then it’s time to use it rougher wood. The dilemma in this case is that it’s an antiquated steel by now and the found lot is 0.145″ thick. So, I can make infill irons with it and maybe large moulding irons.
Making a plane iron in a shop without machine tools and then quenching and tempering – especially a water hardening steel that’s just mill finish to begin with – means flattening an iron and getting an initial edge. I consider the entire establishing of the bevel, flattening the back and honing both to be a 10 minute job. I’ve been doing this for a while and have gotten good at all of the steps. That reminds me, I have an improved back flattening jig to share, but I’ll post about that separately.
Forums and Assigning Fault
When you read forums, you’ll hear all kinds of suppositions. Any time someone talks about a commercial iron being chippy or microchippy, or whatever else, I always challenge them to get a hand held microscope and view the edge of the iron before they start planing. A2 is relatively notorious because Lie Nielsen recommends hand grinding it and it’s more resistant to stones than most simpler steels. If someone even manages to properly finish an edge, they’re faced with nicking an iron, perhaps, and having to hand grind out the nicking.
They have practically no chance.
Hand grinding a small nick or small nicks out of an iron means honing off several thousandths of edge length, perhaps 4 or 5 at the most if there isn’t catastrophic damage, and the idea that you’ll do this in the middle of working on something is a no-go. Most of us have calipers – I’d estimate that a brisk sharpening session on a secondary bevel takes about 1 thousandth of length off of an iron.
My point is that what you see occurring is easy to attribute to “microchippiness” of A2. This is often the accusation. However, I fully honed, examined and planed a couple of thousand feet with A2 irons and found no evidence of chipping. The edge can get ever so slightly rough when it’s absolutely dead dull, but what people are generally observing is failure to remove nicks. Not evidence that they’re a victim of a steel that has an underlying monte carlo simulation resident in it to determine when it will mercilessly let out a ball of line-leaving filth.
The failure to get a good surface or good performance of almost any decent tool is either abuse or quite often, blaming damage left in the tool on boogeymen.
Annealed 50-100
I’m looking for super bright and no defects at all on a test edge or test face of a board. This is after dry grinding a full bevel on a new plane iron with a 36 grit belt and then hand honing on an initial microbevel. This is rough treatment – 36 grit ceramic belts grind much cooler than regular belts or a wheel, but they are extremely aggressive. Those two probably go together.
Yesterday while looking at carbides in an annealed iron that’s then quickly quenched – as in, the iron is placed in vermiculite below the temperature where it could be quenched and then it’s allowed to cool slowly in a “sandwich” of pieces of metal. This does nice things to the carbide structure, hopefully making them smaller and more round.
I saw lines on my work. Just two. The annealed iron tempered a point or so softer than another iron I’d done the day before, so I was starting to guess at reasons.
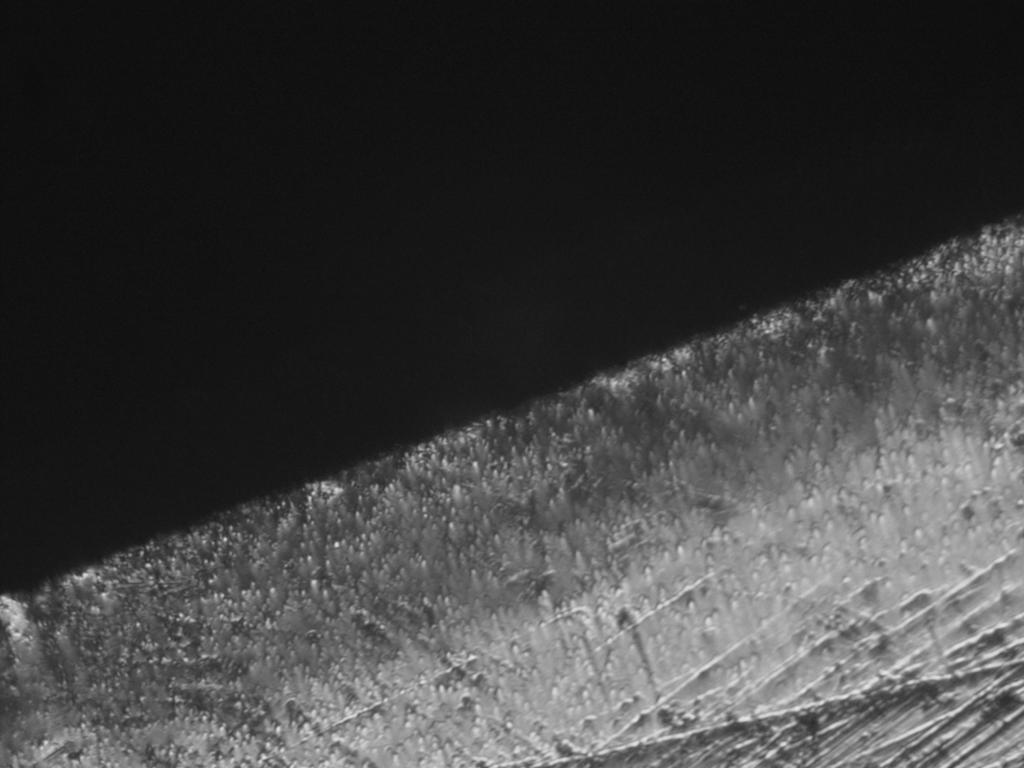
The carbides looked like this.
Small iron and chromium carbides in Sharon 50-100 after planing wear
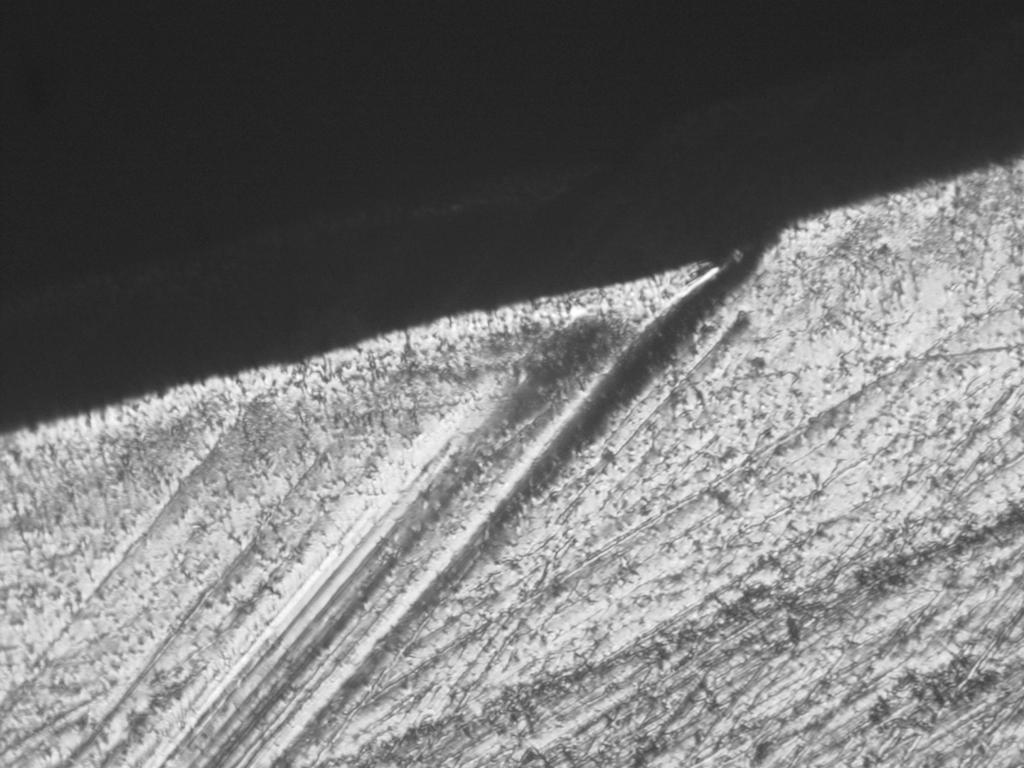
I scrolled the iron back and forth on the microscope looking for the folded over little area of poor results, and found this.
Artifact damage in the back of a newly made plane iron. Probably from stray grit or hardened burr remnants pinning on an india stone.
I guess it’s hard to complain about the quality of the edge when the diagonal scratch points the finger directly back at me. The height of this picture is only about .0095″ (just under a hundredth of an inch). This garish scratch is a couple of thousandths wide, but it looks pretty spectacular here. Interestingly, the edge seems to be closing over it.
The reality is, the steel isn’t at fault here. I’d like the iron to be a little harder, but could hardly claim the edge folded. This isn’t visible with the naked eye and I’m not sure if there’s even enough there to easily catch a thumbnail.
I fit in my own suggestion here – look to the sharpening first when pointing fingers at a blade or steel and thinking that it’s the blade. In fact, I can rarely count any time other than in rough lumber or knots or silica, where edge damage occurs in regular planing.
This idea of finding the right culprit and not being lazy and attributing it to something else is necessary for solving problems. Even though this is a simple one, the trouble is you’re your own feedback loop. If you have an iron that you often see defects without checking the iron, soon your supposition becomes truth with repetition. Except it’s often not true. That becomes even less helpful when you assert that it is when attempting to help someone else having the same problem.
I’ve removed this scratch, of course. But it’s not something the average person will get out of the back of an iron with 20 extra seconds in a fine waterstone.
There’s a rumor that the market included plain steels in tools along with the idea that synthetic sharpening stones are also a new thing. Neither is true, but it is the case that prior attempts at tarting up woodworking hand tools with high speed steel (HSS), or razors with significant amounts of tungsten in them were relatively unpopular.
A lot of synthetic stones were marketed in the late 1800s and early 1900s at high cost and also were hit or miss.
High speed steel goes back at least as far as Mushet steel. Think O-1 steel, which is easier to harden thanks to a big dose of manganese, but with much more manganese to the point that if you overheat the steel, it rehardens just with exposure to air. Hardenability is a term that’s used to describe how slowly a steel can cool and still reharden, and “hot hardness” is a term to describe how well it performs when it’s hot. Air hardening high speed steels are both highly hardenable and with good hot hardness. Others, like A2, are air hardening “high hardenability” steels that don’t fare well once they’re exposed to heat.
Mushet was an early (first?) example, but the steel was brittle and what we will find in woodworking tools is more likely to be earlier tungsten alloys followed by the more common M-series, where M2 took over thanks in large part to being lower cost than tungsten high speed steels.
Mountford’s Revilo HSS Iron
Mountford was apparently a scythe or farm tool manufacturer, and at some point in the late 1800s or probably more likely, early 1900s, they marketed a high speed steel parallel iron for infill planes. You see them from time to time, but they’re not as common as Ward and Payne, for example. If I had to guess about the age of the one that I have by the font and style, I’d guess 1925-1930. An iron like this is something I might buy out of curiosity, but in this case, I bought a plane that already had the iron below as a replacement iron.
Early High Speed Steel Iron
What I found interesting before getting this iron is that sometimes I would see listings for planes with a Revilo HSS type iron that was well used. Some even to the slot. When you see this, that usually means the iron was sharpenable and pleasant to use.
We get confused now with boutique offerings that are high hardness and one of the myths of HSS is that it’s always really hard. I looked up an M-2 alloy hardening and tempering schedule and it provided instructions for tempered hardness from 56 to 66 on the rockwell c scale. For someone sharpening on stones, this makes for a huge variation in what you perceive, and most amateurs wouldn’t think two irons at the extreme ends – or even middle and one end – were the same steel.
Where does his hardness myth come from? I guess it must make some kind of sense that a steel that does well cutting other steels would be really hard, but the high speed reference is related to the fact that the alloy can be used for “hot work”. Allowing work to be cut and shaped at higher speed means higher volume, more efficiency. The steel doesn’t have to be hard to do this hot work – it just needs to retain its hardness well past temperatures where cold work steels will become soft.
Moving on to the idea of consumed high speed steel older irons – I suspected that the Mountford/Revilo irons were tempered a bit soft so that they could be sharpened on typical sharpening stones, and that’s the case. Most older tools that are overhard without later correction just go unused, and the listings that I’ve found of these half or mostly consumed tips us off. I can sharpen this particular iron easily with an india stone and washita stone as a finisher.
What is the composition? I have no idea, but an XRF analysis would figure it out pretty quickly. At its early age, the hard steel lamination on the iron could be a T-series high speed steel. It looks like Mountford was in business at least until just prior to WWII, but since plane irons weren’t their main business, there’s no reason to conclude they were making these from introduction to closing business. If I ever have the chance to get XRF analysis done on a group of irons, I’ll try to remember to include this one.
What is it like to use the Iron?
Since it’s tempered fairly soft, it’s hard to tell that it’s high speed steel. If it wasn’t marked, I wouldn’t know either, until grinding it and seeing that it probably wouldn’t spark like a typical older iron. I haven’t ground the bevel on this one in a while, though, and don’t remember if that’s the case. But you can just use it like you would anything else without special grinding or sharpening considerations.
Why didn’t they ever catch on? Unless you want to heat the iron on a grinder, high speed steels in hand tools and things of the like offer no real improvement for professionals. The cost was probably also higher than typical irons, but one would have to find a listing to prove that. I have used this particular iron occasionally and would speculate that the edge life is similar to a good carbon steel iron, but to get a picture of the carbides, I paid a little bit more attention. It seems to lose sharpness and the ability to keep the plane easily at a point and fairly quickly. That is, it planes well for a while, and when it starts to fall over in sharpness, it does so quickly.
This is back to cork sniffing talk again, but I have this same experience with 52100. The edge seems to wear more in a rounded shape and less crisply and if you just keep pushing it, it’ll cut for a while, but it feels less nice to use than O-1. This iron has that, too. I think it would fare fine if it was higher hardness and hold a more “pointy” apex as it wears, but that’s just speculating and at higher hardness, craftsmen would also have liked it little. Could it be that the ability to grind it briskly with a wheel grinder was the selling point? Maybe.
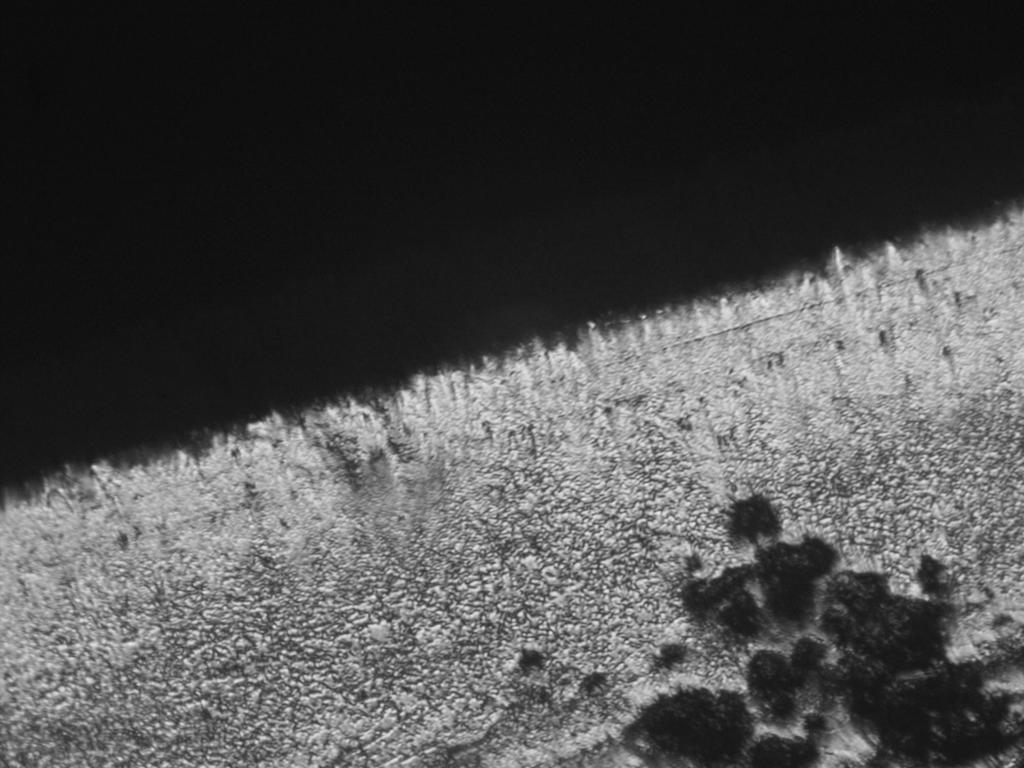
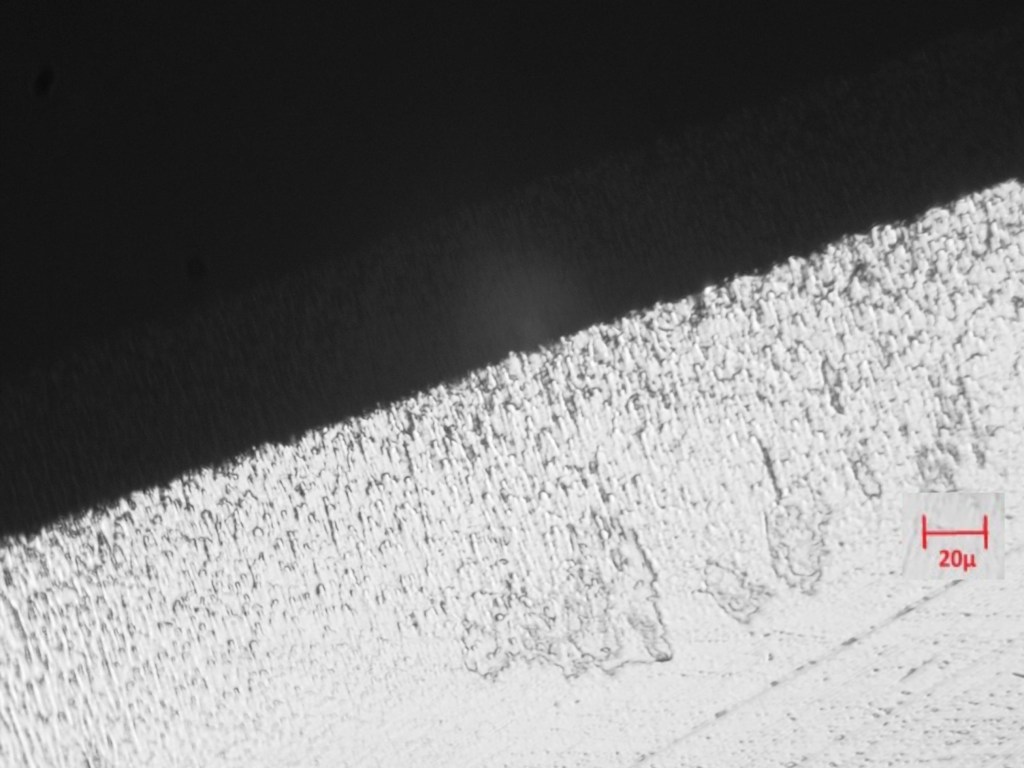
A picture of the carbide pattern and the worn edge is below to illustrate what I found. In short, it does wear a little bit unevenly, and I think the lattice between the carbides lacks hardness a little bit. This is after several hundred feet of planing, though, so it doesn’t just fall on its face. Interestingly, since I work the back with a washita, it retains a haze instead of a polish and often under the microscope, you can find out why. In this case, it looks like the washita hones the lattice but some of the carbides remain in place. They don’t look large. which is good, but the edge still looks kind of ragged.
Notice the ragged edge once planing wear starts to accumulate. Notice the interesting matte texture below the area where the shavings have worn the apex. It looks like a dense pattern of fine carbides that the natural finishing stone won’t cut, but the matrix that they reside in is soft enough to sharpen the iron out and either pull or break them and sharpen without issue. The black spot is probably just wood residue, though could be pitting that I don’t see. I’d speculate that the shape of the edge creates a more dull feeling at this level of wear than you’d find in O-1 steel.
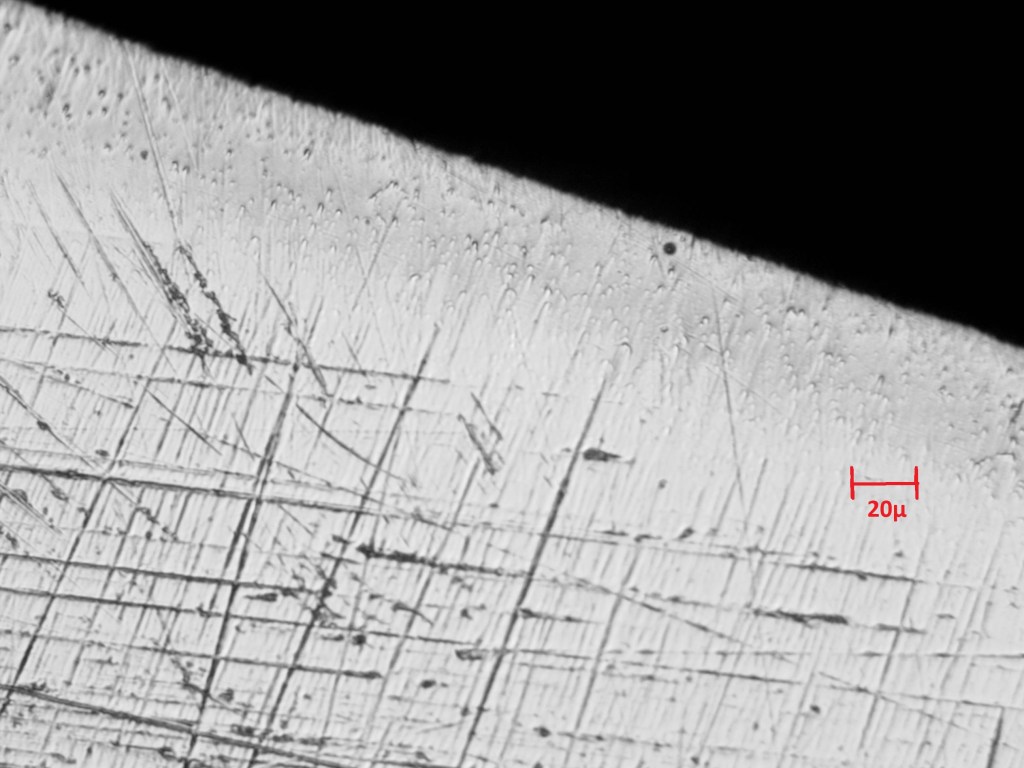
You can compare the uniformity of the worn edge with yesterday’s darling – the very plain “cold work” 50-100 alloy (1% carbon, 0.6% chromium, and some manganese plus only little bits of anything else).
I’d rather have a good quality traditional iron if a solid conclusion is desired. I think the market decided the same thing. Around this time or not long after, though, Norris went to R. Sorby irons, which are also soft and disappointing in the planes where they appear, so I don’t know if a crisp new Ward iron was still a possibility.
I figured reading through my last two posts, they’re kind of dense and assume you know some things that I don’t really fully know.
For example, chemistry. I’m not much for chemistry. I know what H2O is. CO2, also. it doesn’t go much further than that. If you are a chemist and you find a mistake here, have at it.
What was I assuming would happen with some addition of chromium to the prior 1095 steel composition.
Steel is generally two parts – you can see the two parts in my carbide pictures. The lattice or matrix is who knows what – I would refer to it as just that, the lattice or matrix. If the grains grow large, it becomes less strong in many cases. The carbides are what they are. A composition or accumulation of something that so far as I can tell is another element with carbon. So, if you have a lattice that can undesirably absorb excess carbon, then maybe if you give the carbon somewhere else to go, that won’t happen as easily.
What are some compositions of carbides? Iron carbides, or cementite 3 iron atoms and one carbon. By mass, iron is much greater so the actual weight is more than 90% iron.
Chromium carbides – three chromium and two carbon, but there is more than one composition for chromium carbides and to look further, my eyes are glazing over. I think the “3 and 2” type is the hard carbide that we appreciate as woodworkers.
Tungsten carbide, one tungsten, one carbon – and so on.
It’s my supposition that the addition of more than a little excess carbon to the steel toughens it by giving some of the carbon somewhere else to go. Beyond that, I can tell you from experience that hardening 52100 with a simple non-oven regimen is more difficult than 26c3, 1095, O-1 or the recent crush – Sharon 50-100 (1095-ish plus 0.6% chromium). I have no idea why 52100 is more difficult, but a furnace appears to solve the problem for most knife makers.
52100, you see, has a little more carbon and more than double the chromium vs. 50-100, and for that matter, also vs. O-1. I’m guessing, and you could probably find the real explanation easily, that there is enough chromium to occupy a lot of carbon and less ends up in the lattice- especially less excess.
I find this kind of interesting, and here’s why – two pictures of O1 steel and 52100. I really thought 52100 would be a go-to for chisels because it can obtain absurd toughness. That means that you can probably push the temper harder and still have enough toughness -great strength and enough toughness. With so little alloying in it, you would expect it would be very fine grained with an even edge – one that looks like a laser line.
52100 – wow – for 1.5% chromium and no more than that plus a little excess carbon, it sure does show a lot of carbides standing proud of the matrix once worn. This iron was plenty hard, but the edge wears differently than O-1 and less uniformly – the result is that it doesn’t seem to stay in the cut in wood as well, so you put on more work to convince it to. Great steel for a knife that will be abused, but I think its a step backward for woodworking. O-1 steel – some excess carbon, plus a little chromium, silicon, tungsten, nickel and some has a trace of vanadium to discourage grain growth with accidental heating – this doesn’t. Carbon is 0.9% here – there are carbides, but micrographs of the steel show that they’re extremely small. They don’t show up visually. O-1 suffers from unexpectedly low toughness, but the reasons that I’ve read are beyond my scope. It’s tough enough for woodworking and that’s good enough. Chasing more toughness than needed often leads to a poor outcome.
The progression of carbide elements over time is interesting. It seems like a little bit of excess carbon (like 0.25%) is not a good thing.
The 26c3 alloy that I use for chisels is very little adjusted from iron and carbon plus a little manganese except for a small amount of chromium. It is much tougher than I expected, though furnace schedules don’t show the same toughness at same hardness as my samples did. I showed 63.8 hardness and 12 ft-lbs of toughness on average where the commercial schedules show about the same hardness and 8 ft-lbs of toughness in the same toughness tester and the same test.
This is a gift – a steel so good for hand heat treatment that at least at this point, seems to fare better than the commercial heat treating schedules. But I think – just guessing – what allows this is what also makes 52100 better to optimize in a furnace. That is, I don’t soak steel – it’s a fools errand in the open atmosphere. 52100 needs to be soaked precisely at a temperature that carbon will migrate away from the steel – so it’s a no-go with an open atmosphere forge. However, it is so tough – even in my samples, that it is hard to break at high hardness. Many multiples of O-1 steel toughness and I think that toughness creates a problem in that the edge of a woodworking tool – it will deform and hang on when we want any small damage to just let go.
This explanation is also why you can’t just rely on a knife forger or amateur knife smith to tell you what makes a good plane iron or chisel. Much of the hobby knife crowd loves toughness and edge stability is secondary in general use. Why? If you have a broken knife, do you care how well it holds an edge?
But, back to the carbides. Iron carbides were common in plain steels with excess carbon. Where else will the excess carbon go when it can’t be dissolved into the lattice further? At the turn of the century and maybe before or a few years after, whatever the case may be, tungsten became popular. Tungsten carbides add wear resistance but they dissolve at temperatures common in forging. As the amount of them increases as a % of steel composition, the forgiveness in this process decreases. There is tungsten in O-1, but it’s very little.
At some point, chromium (A2 and others along with stainless steels) and molybdenum (M2 high speed steel) show up in greater quantities. M2 is apparently cheaper than tungsten high speed steels, and A2 has better wear resistance than O1 along with air hardening as a side benefit, and it moves less when heat treated. That last bit is economically attractive for commercial users.
Back to the tungsten – the interesting thing about early tungsten steels is that they improved toughness. Did they do this by attracting carbon? I don’t know – ask a metallurgist. Maybe tungsten also does something in the lattice between the carbides. But too much of a good thing and tungsten carbides don’t disperse evenly and that’s not great. Japanese blue steel suffers this problem- it can temper harder than O1 steel, but most of the samples that I’ve seen have carbide dispersion problems. See the picture below of a plane iron made by tsunesaburo, and this is at *half* of the magnification shown in the carbide pictures above. This picture was taken several years ago just trying to observe edge wear and see if any alloys nicked or failed more easily.
Tsunesaburo laminated stanley replacement iron after planing – based on Larrin Thomas’s micrographs, what I observed years before testing plane irons was probably coarse tungsten carbides. the iron was fine otherwise, but the surface wasn’t as bright as it could have been and it only planed about the same distance as O-1. I like (objectively) my own O1 irons better. they are smooth, faster sharpening and aren’t suffering from a defect that robs a little from them. Luckily, I can show you pictures of my own iron to show the uniformity at the edge is much better. It will be for any good O-1 iron, including hocks. Hock’s irons look like mine. I think they’re a bit overhard, but you can temper an O-1 iron a little further in an accurate oven.
So, why deal with more carbides in the first place if they’re not being used to help the iron and carbon perform better? I know what I wanted that answer to be when I was a beginner – finding a “better” and better and better and harder and harder and longer wearing and so on plane iron. This is a fascination with beginners and an opportunity for marketers.
In an ideal situation, the carbides in an XHP (likely V11) iron will leave the matrix evenly and the steel will look like dense tapioca. This is great until there’s a nick in the edge, because you have to hone through those carbides to remove it. I haven’t yet seen a steel with large carbide content that actually holds a fine edge without nicking a bit more easily. The bargain is lost a little bit for someone who can hone quickly and freehand. Simply put, we want to hone away wear, but not defects. Especially not defects in steel that wears slowly.
XHP, either the twin of or the very closely related brother of PM V11
The answer as to why this nicking occurs, and why I’m interested in alloying elements to support iron and carbide and not to become more and more dense and chase more wear, is that carbides are brittle. Cracks start in carbides, and then travel out. What little I’ve been able to find in terms of pictures of carbides and cracking started always shows the carbides cracking first. I’m bold enough to say this flatly because along with those pictures, Larrin Thomas says the same thing.
The curious part is that there’s no hard and fast rule easy for a woodworker to follow – 1095 and O-1 are relatively low toughness with little visible in them that would look like a starting point for a crack. 1084 and 52100 both also look very fine in micrographs – both can be extremely tough where 1095 and O-1 hit a point where you can’t just temper them further to get more toughness. That’s called “tempering embrittlement” or something of that sort – it’s beyond me and fortunately it’s beyond the point where I’d temper anything – often 450F-500F plus in simple steels.
Larrin Thomas has a great site – he knows 8000x as much as I do because he’s a pro. I don’t like to read too much first before experimenting because there are too many variables, but I find his site to be superb for explaining things after I don’t get results that I’d like to see. In the context of this conversation about carbides and the lattice in steel, seeing the actual grains in the lattice is not something I’ve observed visually. I think to do it well takes an SEM and some kind of etchant – usually nitric acid for visual work and for an SEM, I don’t know. Nitric acid isn’t generally something sold to the public as an etchant, though it’s not illegal. It’s a little dangerous, and Larrin told me snapping samples would be good enough …he didn’t say for a dummy, but I’m saying – for this dummy, it’s good enough.
However, you can look through micrographs on larrin’s site – there’s a lot of them, but in there somewhere is most of what we’re familiar with. To see the micrographs of XHP (V11) and the various D2s (there are three – despite the persistent myth that D2 is always large grained and not available in PM – one that is touted by uncurious people on woodworking forums), A2s, 1095 and so on. Even 26c3 is there. Sharon 50-100 isn’t.
What’s nifty on these micrographs is to see steel heat treated by pros, and then to see if my samples show any carbide distribution issues. So far, I’ve had good luck, though subpar results in 1084 due to lack of experimentation, and a slightly soft sample of XHP for a technical supposition that I changed to after just making XHP really hot and quenching it early on.
Lastly, am I picking on PM V11? Not really – I adored it in a standardized test. In regular work, I saw too many shavings splitting too early in the process and split shavings lead to more honing work. I mention it rather than A2 or ingot (non powder) D2 because I think the middle is a no-man’s land. as in, what’s the point of A2 now if you can get V11 for almost the same price? if you have to have the wear resistance, I’d choose V11.
But I also think if I’ve put information on forums showing that V11 lasts twice as long planing a pleasant piece of wood that if I see something that works against that in regular work – and I do – sitting on it is unethical. I’m a nobody, but there are people who will quote stuff that I publish and when I see things I’ve said being used in a context where they don’t actually hold up – no bueno.
(oh…and by the way. how is the word strength applied here differently than toughness? Tough is resistance to breaking completely. Strength, at least at the first level, is being resistant to deformation at all. Some steels tolerate a lot of deformation before breaking completely, but those steels tempered for very high toughness tend to be less great at having strength and a stable fine edge)
In the prior blog post, I mentioned that 1095 knives are probably not 1095 steel alloy, and implied that what’s often asked on woodworking forums “Is this old tool O-1 or A2?”. The answer to the latter is in most cases, neither.
After finding 1095 to be unlikely as a plane or chisel steel due to poor toughness at high hardness, I looked around and finally found old stock being sold of one “improved” 1095. It’s called Sharon 50-100. This series of steels is at least three or four different alloys. 1-1.1% carbon steels with some chromium added, and for a B version, a small amount of vanadium.
And for the people lurching in their seats because they would never use chrome vanadium steels, only O1 or V11 – V11 has both chromium and vanadium in it, and O-1 also chromium in it with many of the variants from high quality mills also having additive vanadium.
The 50-100 variant that I was able to find was monstrously inexpensive – think $5.50 of steel to make an infill plane parallel iron with enough left to make at least two or three kitchen knives. It’s only available in one thickness, so no stanley plane irons and no chisels with it, which is kind of a bummer as it may have made a nice change up to the high hardness 26c3 carbon steel that I like to use. Once in a while, I come across someone who doesn’t like a high hardness chisel and there’s no real reason to make a 26c3 chisel, for example, and temper it down to 61 hardness. It excels being 63 on the low side at least, and up from there several points if you desire.
So, back to the irons. 0.145″ is OK for an infill plane iron – or maybe a Lie-Nielsen 8…..a plane I don’t have.
Making the Iron
Making the first iron, the only one I’ve made, I like to see what I can feel. By my estimation, the steel is spheroidized. This means treated in a way so that the steel is very soft and the carbides have been conditioned into little round carbides vs. the elongated types usually found in rolled annealed stock. It cuts like butter, and it won’t air harden while cutting and grinding. That translates to easy working, drilling and sawing.
From bar stock to finished heat treatment is about 45 minutes. I can’t tell anything from the sample other than it is spheroidized-like softness and there’s no feel of alloying like you’d get with highly alloyed steel. By the way, you can find information about spheroidized steel and its workability but sometimes-impediementary (new word!) properties for furnace heat treaters. The way I heat treat in a forge, it makes no difference and given the choice, I like starting from spheroidized stock.
The steel still has scale on it as delivered, but that will disappear just in the making of the iron and finishing of it later.
All in all, a delight to work with. I don’t care about decarb – that is, I don’t care if the outer layer is decarburized from rolling as it’ll be ground off or honed off in short order.
The iron, along with two O-1 tapered irons recently made, shown below. these could be perfectly finished to remove the marks and eliminate evidence they were hand made, but that’s kind of prissy. There’s already too much prissy stuff in amateur woodworking and toolmaking that aims at beginners.
Two tapered O-1 irons, left and center, and the 50-100 alloy steel iron on the right. The fact that the steel is a slightly different color is interesting.
What I am hoping to see in this steel – the 50-100 steel – is a small array of carbides – I’ll show pictures of that in a second, as I have a method to see how they appear, how big, how many, how even. True 1095 itself has excess carbon and I would’ve expected to see iron carbides forming from anything over the eutectoid limit (0.77% carbon, or something like that). For the uninitiated, 0.77% is about the limit of carbon that can reside in a steel lattice before excess amounts start to look for places to reside. At any rate, my method to find the carbide pattern is simple – put the cap iron on the plane, use it and then take a 300x microscopic picture to see what’s not wearing away as fast.
The cap iron holds the shaving against the back of the iron and it neatly wears away a small cup in the top of the iron back. In a sense, it sands away the lattice of the metal leaving anything harder either to be broken and pulled out or standing proud. Whatever happens other than uniformity with the lattice itself, you’ll see the evidence.
Reality in practice, as I’ve found and later read about, isn’t as simple as the eutectoid limit “squeezing” excess carbon out into iron carbides. The reality is excess (beyond 0.77%) carbon can dissolve into solution and remain in the lattice. As temperatures increase in a furnace or forge, more carbon can dissolve into and reside in the lattice. Based on what Larrin Thomas has published in patreon bits, probably public now, 1095 does result in a lot of excess carbon in solution. This results in higher hardness, but lower toughness. Or at least I think it results in higher hardness as I saw an average of about 61.5 rockwell C hardness with O-1 steel and 63.1 with the basic 1095 alloy steel.
So, let’s see some lattice/carbide pictures. What follows is a comparison of 1095 and 50-100 showing that 1095 doesn’t seem to “seed” carbides, but the 50-100 steel has a nice neat even spherically shaped pattern of carbides. Yay! that’s a start. Hopefully, it will lead to a steel that’s a lot like 1095 on the stones and in the cut, but just without nicking. First, “real” plain 1095 steel:
“Real” 1095. One would expect a few iron carbides, but the worn matrix shows very little. Larrin Thomas (knifesteel nerds) later published a chart that showed carbide in solution as very high for 1095, which means most excess remains in the steel lattice instead of forming carbides. You can make out a few tiny dots.
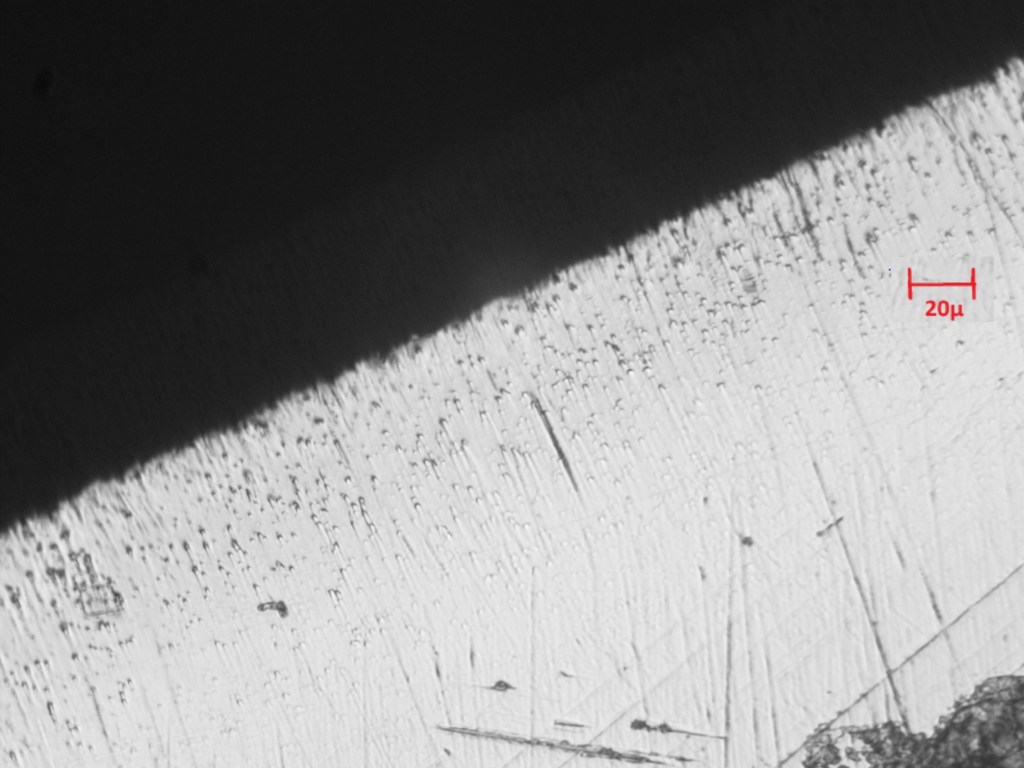
And Sharon 50-100 steel, roughly 1095 plus 0.6% chromium:
Sharon 50-100 steel showing small evenly distributed carbides. Are they chromium carbides or iron? I don’t know, we can only see them. the focus can only find same focal length, so they look different in the middle vs. at the left side, but that’s only a matter of depth of field with my microscope. As a side note, bot this steel and 1095 above show nice even edge wear, which results in very fast follow-up sharpening.
Both pictures are taken at the same magnification – light levels are a bit different and the cap iron was set a bit close on the second picture – not recalling the first, so the wear is shorter and steeper. The carbides in the second are the smallest I’ve seen. 26c3 has much more excess carbon, but it seems like fast formation of those carbides leads to less carbon staying in the lattice and despite the formation of those, 26c3 is tough and makes a good plane iron. It doesn’t last long in a plane, though – apparently iron carbides are good for hardness, but they don’t seem to have much of an effect increasing edge life. So I love it in chisels, I like it (26c3) in plane irons, but expect most of the beginner public would have fits with needing to increase sharpening frequency a little bit, no matter how easy it is.
26c3 steel magnified at 300x – notice the carbides.
Looking at 26c3, it doesn’t look like there are necessarily more carbides than 50-100, just that they’re larger. They are, however, smaller than something like V11. I no longer have a V11 iron, but I do have XHP, which is probably the same thing. If that’s true, Lee Valley isn’t in danger of anyone copying them. The steel is low availability and it’s expensive. Lee Valley is nearly providing a public service by offering their V11 irons at the price that they ask. I don’t care for the chisels having tested one – I can make a better chisel, but I didn’t go down this rabbit hole to start believing that somehow a chisel that is fine for a plane iron will be the same level of “yay” for a chisel.
CTS-XHP worn. Notice the dense pattern of chromium carbides. Very dense. O1 steel looks about like 1095 above, or close. How this leads people to claim that V11 and O-1 are about the same fineness is beyond me. Strangely, V11 when it doesn’t nick does cut very cleanly, so you also can’t make a blanket case that carbide volume will lead to a worse surface or “less sharp” feeling. It’s very keen. Even though I no longer like it in tools, I love it in a kitchen slicing knife because it’s pretty crisp and reasonably rust resistant.
What’s the Wear Resistance Like for 50-100? What Else?
I haven’t tested 50-100 against O-1. I suspect it will last less long, or fewer feet. Something that an experienced user won’t care about as it sharpens really easily. I think the edge life of 50-100 is probably about the same as a vintage mathieson or ward laminated iron, and that’s fine with me.
For comparison, 52100, a ball bearing steel, has much more chromium (1.5%) and bigger carbides and lasts about as long as O-1 in a plane iron. If you’re not that famliar with steels 50-100, 52100 – yes, I know these are like calling one guy Mark and another guy Marc and then talking about how different the Mar(c)ks are.
What about sharpenability – not just ease, but how the edge comes about. Sharpenability is as good as anything I’ve seen. Beware, this is about to go full cork sniffer….. though one man’s cork sniffing is another man’s blue collar practicality. 50-100 gets a click or two less hard than 1095 – I’d estimate 60/61 hardness in the test iron, and the grain is fine and uniform with the small carbides. There’s no perceived resistance to the stones – even O1 provides some feel of abrasion resistance compared to older steels. Creating a wire edge on a fine india stone to remove wear and get to finishing an edge is effortless – a matter of several seconds following the india with a worn washita stone.
When resharpening the iron above, I worked through these steps at a leisurely pace, but not dawdling. The total time including walking over to the buffer to buff strop after the washita – 47 seconds. The wire edge after the india stone can be teased off in very few strokes on the washita and the resulting edge would show a microscopic burr but none can be felt by hand. Pure joy in simplicity and ease, especially given it’s not harder than it is. That is, really hard steels often release their wire edge a little bit more easily on a fine stone, and this iron is hard enough, but it’s not icy hardness.
And the beauty of a steel like this becomes apparent to an experienced user if the lack of chipping that I’m hoping for also materializes. That is, it looks like it may be a good candidate to be a steel that maintains a constant undamaged edge. Sharpening probably removes about a thousandth of an inch of the edge and can be done in less than a minute. Add nicking several thousandths deep, and that’s sucky. For what it’s worth, good O-1 is also pretty favorable at this whole idea – sweet to use, but not too easy to nick and not much burden to deal with unexpected nicks.
I have more experience-based work to do. Initial impressions can be misleading and I think there’s a little left in the tank to go a click harder as I worked the quench routine with a bias toward straightness rather than all out hardness chasing. This kind of experience being my change of heart with V11 after being wowed in a standardized planing test planing several 5k’s worth of board length…..and then being unwowed with the same steel as soon as conditions even went to rough lumber planing.
So, confirming that the 50-100 iron will remain defect free just with regular sharpening – something I found V11 unable to do, and the same with house-made XHP irons – is all that’s left. And since it’ll never be commercially available as replacement irons….that’s perhaps the end of this pleasant journey. Hey – do I expect to make waves with 26c3 chisels? No, I’m making them and I think they’re better than anything commercially offered, but the way I’m making them isn’t scaleable.
Pictures of the Results of the First Grind after Making
I gave the iron a quick edge, but a good one, planed a little bit and then refreshed once. I always cut the bevel on a 36 grit ceramic belt, and I had no water available, so I cut the bevel on this iron using only my palm to cool it. This isn’t like your typical sandpaper, so don’t read too much into that. It’s designed for cool metal removal and excels at that. But fetching water would’ve been smarter and faster. 2 minutes instead of 5 minutes, perhaps, to cut the full initial bevel.
The point? I doubt it ever got too warm, but the first grind goes all the way ot the edge, and a 36 grit ceramic belt cuts deep and roughly. Only improvement would be ahead of this if any of the damage due to the rough treatment by the belt goes a little bit past the visible grinding marks.
the iron with “95 CV” stamped below my mark. Checking up on this later, I found I got the version with the “C” but not the “V”. The “CV” version is NLA. I like a round top iron, but the cap irons that I have are all the beveled style, so I didn’t round over the top. The effort is no more either way, it’s just freehand ground by eye.First shavings at the end of the board. The early edges are very fine and very sweet, but so far, not very long wearing – as expected.Early shavings in cherry – lovely uniformity despite brutal treatment by the belt grinder to establish the initial bevel. A good sign. And the obligatory test – is the board surface bright and pleasant and are there lines or defects? The answer to those is yes, and no, respectively – a great start. In case this is confusing to look at, it’s just the edge of the cherry board viewed at a low angle against the window as a backdrop. The same way you may pick up a board and look down is length to see if you have lines or nicks, or squat down to a hand planed piece of case work or a drawer side to confirm that the surface quality is good.
One Last Speculation
Without doing a whole bunch of research, I would speculate that many of the older irons that are really a treat are that not necessarily due to the complete lack of existence of any other alloying elements, but rather that the ore shown to provide good results was then used. And whether it was known or not, what differentiated one ore from the next was not just lack of undesirable elements, but also lack of traces of desirable elements.
I haven’t had a chance to look much more closely at this because one of my tricks in my small bag now is to wear away some steel by planing and see what shows. I have a lot of older double irons, and expect that in general, they were not high carbon and probably shied away from the 1% carbon level staying more like 0.9% or a little below to avoid the problem mentioned above with 1095 – too much carbon remaining in the lattice. The one thing that could disprove this or may, at least, would be finding familiar patterns of carbides in these older irons – something I’ve really only seen in one laminated stanley 2″ iron.
Another woodworker has mentioned the chance to XRF (nondestructive analysis) some older tools to see what is in them other than carbon. The test does not identify carbon, but does identify most other things we would consider interesting. It is the same test used by two different people (at least) to find out what’s in PM-V11 when LV rolled it out. I had nothing to do with that effort and at the time am not sure I cared that much about it other than minor annoyance of not knowing what’s in the steel. The prevailing notion on woodworking boards, that the steel was a developed proprietary alloy, didn’t make sense to a few people who knew that LV’s cost figure for selecting the steel wasn’t high enough to actually fully develop a new alloy.
But, that’s just another example of overconfidence of the majority aided by lack of exposure or real experience. Sometimes it’s fine to just say “I don’t really know”. Even as much as I’ve gotten my hands dirty, I’m looking for outcomes. As for why they are what they are in each case, “I really don’t know” quite often.
When you begin to make your own tools and branch out from O-1 steel, there’s an interesting array of alloys that can be done well in a forge. 1095, 26c3 (my favorite for chisel making, better than anything commercially available outside of Japan), 1084. Of course there are plenty of mellow steels in terms of heat treating complexity like A-2, and V11 (probably CTS-XHP).
O-1 is the first steel I ever heat treated, and it works well. In my heat treat article I advised if you’re not looking to learn much, just buy spheroidized O-1 steel, or really any good brand of O-1 steel, heat it quickly a full color past the point where it becomes nonmagnetic, quench it and temper it.
But I branched out, 26c3 was something I’d never heard of, and my results with 1084 have been mediocre as it’s not something I’m interested in using and it probably needs a simpler cycle than the one I’ve published on here.
I’ve rehardened various tools and blades over time and found as documented on here that even among three stanley irons and a chisel later, none are the same alloy. Where did all of these steels go? The answer is, I think, two parts: 1) some may not have been used by the general public in he first place whether or not they are still available, and others are out of production.
This leads us to 1095, which I expected to be a little softer and with good toughness and uniformity because the micrographs are very fine. In fact, it looks twice as fine as 26c3 when I snap samples. In my samples, it’s 1/3rd to 1/2 as tough and quenches and tempers harder than one might expect. In my case, 400ºF tempered samples came back at 63.1 c-scale hardness and relatively low toughness somewhat in line with what industrial charts would predict at that hardness. I could and may continue to experiment with it to see if I can improve the results slightly, but realistically, optimizing something that’s not ideal just leads to a little better version of the same thing. With 1095, I have a few irons that are high hardness, very crisp and easy sharpening, but they develop tiny nicks more often than I like. Put a different way, if I was running a business and had only 1095 plane irons and chisels, it would operate fine, but I’m in toolmaker mode.
1095 Knives and Saws – Knives aren’t Really 1095, Probably for the Better
Woodworkers think of 1095 as spring steel. Charts for knife companies show that “1095 isn’t a very hard steel, but it’s tough, and it’s 55 hardness” or something of that sort. The latter is just idiots collecting specs that they’ve found somewhere and making a chart, leading to more unintentional idiots presenting them on woodworking forums and making assertions. Often with the bend to them that what’s really missing in history is superior modern steels. This becomes a full lagoon of mixed animal turds once the discussion starts. I’m past that, but you can catch me once in a while going off the rails and blasting someone who claims to be an expert responding to specific questions with confident answers that make no sense and are sometimes perfectly incorrect – as in, exactly the opposite of reality.
If you have a question about steels, you’re free to ask me. If I don’t know the answer, I’ll point you to someone who does.
I’m sure this isn’t confined to woodworking.
So, back to 1095. 1095 saws are probably just that, 1095 spring steel. What is it? More or less 1% carbon, some manganese for hardenability and not a whole lot else. Spring just refers to the temper, or how hard it is. At spring temper, you can bend steel readily and if you don’t intentionally find its limit, it will return to its original shape. 1095 knives, however…..I doubt any are 1095. But many are or were marketed as that. What they really appear to be is steels that are relatively low alloy, but that have additives to improve toughness vs. 1095, and in some cases, probably to make the alloy more amenable to less costly industrial heat treatment processes.
I long believed that if I could start making things from steel, it would just be a matter of finding really plain steel (iron and carbon) to get vintage steel-like results. Like really vintage – 200 years old instead of 100, and then I could find one with higher carbon and get biting hardness and uniform wear – that is, a strong chisel edge and no nicking when try planing and finish planing. I was off base. Small amounts of alloying elements used correctly can make things easier for industrial heat treat, but they also can yield better results. We are generally talking fractions of a percent, and not like the chromium additions in huge amounts to A2, D2 or V11 (which is probably CTS-XHP) steels. If you like those steels, by all means, carry on. I don’t like them as a woodworker so I’m not inclined to use them as a toolmaker. They don’t offer anything for an experienced woodworker working with hand tools as the best they can offer is a fair exchange for sharpening and grinding efforts. If you’re a beginning, this isn’t going to make sense, but if you’re not, I’m referencing the fact that at some point, you will become so fast and accurate with sharpening that everything is proportional to time until wear resistant parts of steels don’t protect them from nicking. As soon as that’s factored in, things tilt back toward the plain steels. There are few users that I’m aware of that can take advantage of this. I know some, and I’m one of them. Most experienced woodworkers who use a lot of hand tools end up in this group – looking for fineness, edge stability and a steel that agrees well with stones.
Once you find yourself in this situation, you can ignore the folks who want to talk about bessemer converters or powder metals, or whatever else. Those are all interesting topics, but they seem to lead to the idea that something different is always better, or comments about grain size. I encountered one last week made by a self appointed expert stating that V11 (XHP) is as fine- grained as O1 steel – confidently stated. Except it’s false. V11 has a large volume of chromium carbides – exactly where it gets its wear resistant. For the volume, they’re well distributed and round. However, the micrograph shows that the carbides coarsen the overall particle size by a lot – perhaps 5 times more coarse than O1 – or more. V11 is more like taking A2, adding more carbon and a bunch of chromium and then distributing the carbides evenly. The largest carbides in both are about the same length.
Pointing out things like this (at length, it’s my style -not my chosen style, just my style) is usually not appreciated and those offended by being corrected when they’re providing not just bad opinions, but constant true factual falsehoods – those folks generally don’t like being corrected and probably don’t care if they’re correct in the first place.
Sifting through this – to the knives – phew. What’s wrong with a biting sharp knife out of 1095 that’s a little brittle? I don’t think I mentioned it above – real 1095 at high hardness would work fine as long as you don’t bend it or twist it in a pocket knife. Guess what people do. I think a huge part of the market of knives, nearly all of it, is made with the benders and icebreakers in mind. Why? Imagine you don’t know anything about knives. You open a metal container or split a piece of wood by prying and the tip breaks off. And maybe it’s part of a set. What do you do? Even if it’s years later, apparently the answer is that you complain to the manufacturer and demand a replacement.
What if you got a knife that was boring, soft and had a fat dull feeling profile. 90% of the market or greater doesn’t care. So, we all end up with knives that are less easy to break even if they aren’t as good at slicing and cutting.
What appears to be the case with Kabar and others who are known for making easy to sharpen, but a little soft, 1095 knives is that the name is used as a branding term for plain carbon steel, but the actual steel is a 1% steel that has some additives – especially chromium or chromium and vanadium.
Cure horror movie music. That’s a term – chrome vanadium – that woodworkers hate. It’s also often described as a soft steel that’s not very good because many tools made with it are proudly stamped chrome vanadium and they contain a smaller amount of carbon than we’d like because limiting carbon prevents dealing with reduced toughness that can occur if excess carbon dissolves into a steel lattice. But, there is a whole class of chrome vanadium steels where the chromium and vanadium are small amounts and the resulting steel is much more plain than even O1. Carbon can go well above 1% and these steels can be used in straight razors. However, the CrV variants that are available inexpensively in europe don’t seem to be marketed here and importing them thanks to shipping costs doesn’t make any sense.
What Does this Have to do with this Blog?
The answer is simple. Whatever alloy stanley used for the block plane iron, I’d like to find it. It looks like plain steel with a little bit of tungsten in it based on less than ideal carbide dispersion.
Whatever alloy Kabar used, I’d like to find it. I can see older spec sheets. 1% and 1.1% steels with small additions of chromium in some cases and “B” versions with a small amount of vanadium added. Very small, but enough to keep grain size fine in less than perfect heat treatment. Not enough to make a bunch of hard to sharpen vanadium carbides that are more suited to turning tools.
These steels, in this case several made by Sharon Steel, I was finally able to find. But only one alloy in one size. The rest, I’ll have to keep looking. The bottom line with these things – the 1095s in knives that aren’t 1095, is that many are gone and there isn’t a hot market for retail sale of steels that are water hardening and lower wear resistance.
So, I’m all the way up to finding one. 50-100 sharon steel – “1095” with 0.6% chromium added and maybe some other trace changes, but the chromium addition is the key. Will it be the 1095 that makes a great plane iron? It’ll have to be, because I can find it only in 3″ wide bars, 0.145″ thick and 3 feet long. it’s out of production, and the retailer selling it (USA knife maker) is just selling found old stock. Too thin for chisels, too thin for tapered plane irons, too thick for stanley irons. I can grind it into knives or make infill plane irons with it.
Unfortunately, other than one or two finds here and there, getting the feel of the steels in place 125 years ago, or pushing the hardness up on something that was well loved (like the Kabar knives), the opportunity is mostly lost to history.
This has gone long, but luckily as of this post, I have already made one infill iron from Sharon Steel 50-100. I’ll post about it separately as you may need a break. If you got to this without any pictures, ghee-whiz nonsense, or misdirection to get you to buy something that benefits me or generates a commission – congratulations. You’re probably in the minority.
What? Tapered iron in an infill plane? Works fine, especially for testing fine shaving quality.
Something I’ve forgotten about for quite some time is ever attempting to make a tapered bench plane iron freehand, or even in a jig. This may sound like something that should be reserved for machine tools, but I’m convinced that the golden age of laminated plane irons (mid to late 1800s in England) existed not based on precise jigging, but rather on a job grinder who was able to grind taper into irons on a wet wheel quickly and also grind some concavity into the backs of irons.
I realize also that most folks may have never thought about this concavity, but visualize the old plane irons as follows: The top of the iron that faces the cap iron will be flat. This is the side opposite of the bevel.
The back or bevel side of the iron beds against the plane bed. If you can help it, you want the iron to bed as close to the mouth as possible and again at the top of the bed with not much significant contact between the two. At least not on a double iron plane.
A well sprung cap iron will create some of that concavity on its own by bending the iron itself, but but this bias exists on older irons, anyway. I think the reason is because without it, the point of contact still could be a little bit further up the iron’s length vs. being right at the top of the bevel on the back. Getting these little details in your favor and not high centering or having uneven bed pressure makes a plane lock down tight, work well though minor seasonal movement over time, and adjust appropriately. As a maker, these biases are important – not only to ensure success, but to ensure excellent success.
But most tapered plane irons that I’ve seen new – other than japanese irons – are just two flat planes that aren’t parallel with each other – a sign that they’re either created in a jig (older irons) or just machined and ground (newer).
A Couple of the Doses of the Cant’s
About a decade ago, I wanted to try to harden a plane iron, but I knew as much as most people know. Almost nothing. A professional plane maker advised me not to bother as I’d be able to make a tolerable iron but never a good one. I’m past that.
Another professional plane maker gave me a different “can’t do it” around the same time when I asked if there was a way to taper plane irons for a hobbyist. The advice at that time was that it would take a minimum of $3,000 (more now) just to be able to begin to think about tapering.
I wasn’t thinking the same way – the precise machine way, and came up with a way to taper moulding plane irons well enough, but it was crude. Crude but it worked and was almost free.
My point isn’t to celebrate that I got past the can’ts, but more to mention that doing it – whatever *it* is – is often solving a problem and maybe you can’t solve it right away. I could taper moulding plane irons pretty easily. I tapered a thick plane for an infill shooter years later with a cheap ryobi belt sander idler, but it was a slow process – 2 hours of dusty filthy burnt hands with less control than I’d really like. These things have been incremental, satisfying curiosity, the involvement of handing the process – by hand – is bliss, rather than the thrill of solving a problem, and the the rigid boredom of repetition thereafter.
For reasons I don’t have a clue about, I bought something completely unrelated and got the wild idea last week that now that I have an 8″ contact wheel belt grinder, I could probably make taper plane irons. So I’ve made two. The first one was a bit slow, but by iron #2, the grinding adds about half an hour of time to making a larger plane iron. In this case, the entire process from start to finish is about an hour before a quenched iron goes into the freezer.
What was the unrelated item? 1095 Cro-Van. 1095 itself is a good spring steel. As a knife steel or chisel steel, or even a plane iron steel, it’s not that great. The steel itself triggered this idea – what to make – because I could only find it in a thickness that would probably be suitable for an infill plane. And somehow, that got me thinking about tapering it (too thin) and over to the rack for O-1 and off to the races.
No Great Reason – Sometimes Just for Making
I don’t really have a need to make these irons. My second double iron plane was a cocobolo smoother that I like, but I really like a stanley 4. That smoother has an I&H sorby iron that is a touch soft – unusual for that brand. Irons that are a bit soft and made of water hardening steel don’t last very long smoothing wood, but set the shaving a step or two thicker and they work wonderfully. About like a try plane – for people who measure shavings, somewhere from half a hundredth to a hundredth thick shaving in cherry and a little less if the wood gets harder. If you’re working entirely by hand, especially on something like sticking for mouldings where you also want a pretty good finish, that’s very useful.
It occurred to me that I could make a copy of the iron, but a smarter move would’ve just been to run the original iron through a quick set of thermal cycling and then reharden it. I made the irons instead. In the back of my mind is also that I’ve always made wooden planes with irons that someone else made. There’s no compromise to the design of a good iron and cap iron that I’m willing to go to, so making something like a single iron plane with a flat iron in a wooden plane isn’t going to happen – why bother when you’re working at my level – the level of an experienced dolt, not just an inexperienced dolt.
To apply the taper, I used a wooden block, a pair of vise grips, a belt sander with a platen and the contact wheel on a belt grinder. It worked great. That doesn’t explain the process well, but it’s literally what I used.
The first attempt of anything for me is always something I’m wiling to fail at and learn from, but the first iron turned out fine. It’s not perfect, it’s fine. This line of thinking – knowing what you want to do but then going and doing it and counting problems as guiding you to the right solution is important – it dominates sitting around and pondering hypothetical problems and successes. Knowing exactly what you want to make is important, but knowing exactly how you’re going to make it isn’t. If you’re creative, you figure that out. The second iron took half as long to make and I made it more accurately because of what I learned from the first.
I don’t really have much of a point other than that I’ve crossed something off of my list. The idea of working freehand often and being creative with a belt sander platen, the idler and the contact wheel on a belt grinder is why this was successful, and I’d put the idea of making a large tapered iron on the back burner long ago – if it takes 3 hours to make when you can find good Mathieson and other irons online, there’s no real point.
It’s also a reminder that if you don’t allow yourself to get boxed into things other people have had success with, the little things you learn to do by feel will open the door to do some things you may not have intended. Once you get to the point that you know exactly what you want to make, start making it. If some part is hard or fiddly, figure out another way to do it. I can almost guarantee that you’ll be able to make something twice before you’d ever get through with one paralysis analysis version, and it’s pleasant if you don’t take yourself so seriously that you feel like you’re too good to fail or that you can’t throw away something you make.
Lastly, understanding all of these little aspects of what makes a good cap iron or a good plane iron, including this curvature on the back of an iron, has resulted in being able to stuff both of the new plane irons into their subject planes with no adjustment to the wedges – they fit and work ideally right away. That wasn’t by accident. I liked the proportions of the original irons and have the ability to match the taper. The biases that an intelligent maker came up with in the past carried the rest of the load.
I don’t have a way to video this process, and also don’t have a wiling camera to help. Being realistic, I don’t think too many people would want to try it, so other the bits and pieces mentioned here, I think I’ll defer and not go into detail about the method – it’s less important than celebrating something that would’ve seemed too difficult 10 years ago but now is fairly low effort. And celebrating not falling into the trap of following the can’ts or “won’t be any good if you make it by hand”.
A Few Pictures
I’ve got a fair number of wooden planes, but not an enormous number by any means. Maybe a dozen bench planes and smoothers. I do have infill planes that will take the same size irons, so some of this is done with those – both used in this case are norris A13s – one beater of a smoother and one long panel plane that I forgot to photo.
There may be some disagreement, but the reality is that the spring in a double iron plane makes really small adjustments in a smoother less easy. It also makes the plane a real treat with a shaving a little thicker – like a truck with heavy suspension. I use the infills to take thinner shavings and test the surface quality the iron makes, and after getting the edge fully prepared, ensure that a the iron can plane a hundred or a couple of hundred feet with a fine edge and not develop any nicking. So, these pictures are generally at random and the ones that show no planes at all are the edges of the boards being planed – and the reflected image on them.
2 1/2″ wide iron for a trying plane2 1/4″ iron for a larger smoothing planeNote how subtle the curvature is. This is consistent with most of my older irons. Apologies for not glazing the side of the iron – it would be easier to discern if that had been made bright. Iron in a large cocobolo smoother that I made. This was one of my first double iron planes, and the dark wood hides aesthetic issues. It OK in the pictures – the little nits aren’t quite as flattering without the dark shadows.The larger iron in a Mathieson plane. I like other top-of-the-iron styles better, but it’s nice if the iron top and wedge are similar. Mathieson and Ward both made wonderful irons, though. This replacement is by no means needed. and I could possibly have 100 double irons waiting for planes otherwise. The smoother iron being tested in a beater norris 13 that a flattened previously. Impractically thin shaving, but checking crispness of the edge and then observing how thin shavings are before they may split with some wear is a good indication of edge quality. This is an early edge, and the bevel grinding on this iron is done by me in a hurry. it’s good. After a little regrind to get past the metal that saw harsh 36 grit grinding, I think it’ll be even better. if a shaving is thin, you can see things clearly through it. The wood is beech in this case, you can just see the edge. I started with walnut because it’s pleasant, but ….Of all things unholy. There’s plenty of metal dust in my shop, so finding it on wood isn’t a surprise. However, I always thought walnut was a safe wood to test edges, but look closely at the white dots in the grain….silica. I planed some of this off to double check that it’s not stray metal particles. I’ll stick with cherry and beech. the little white dots are hard to find – where’s wal-silica-do…but whether you see them or not, you’ll find the little lines the nicks leave on your work. Not appreciated when trying to differentiate contaminants from edge quality. Picture one examining the brightness of the beech edge after planing. The same edge that’s peeking up from the infill plane above. And picture two -using the board edge like a mirror. Cell phones don’t like glare – a solid photographer could show just how reflective this really is.
I haven’t yet made a cap iron or a cap iron screw, but I think I’ll live long enough to do that.
Two items of note before going into detail about tempering: 1) you can temper anything pretty easily if the tempering temperature is below 450F. That means that if you have an overhard Japanese tool or anything else that’s just junk to you, it’s likely that it could be improved tempering. 2) I am not a knifemaker, and i don’t use high speed or very high carbide content steels that have a very high temper or two tempering ranges.
If you’re going to temper complex steels, you’ll need to get something designed to temper high speed steels.
Otherwise, the focus here is tempering recently quenched tools, but for most things used in woodworking hand tools, a good quality oven or toaster oven will be all that you need.
What is tempering?
Quenching relatively simple steels is a matter of converting nonmagnetic microstructures of steel – austenite – to martensite, and doing so as completely as possible. You can read knifesteelnerds.com if you want to know more about those states, but for our purposes, we assume a quenched tool starting with brittle martensite and peak hardness. For almost all uses other than a blunt scraper, you’ll find untempered steel doesn’t hold up to anything – not even sharpening.
Tempering is a process of heating the untempered microstructure to the same microstructure with somewhat less hardness and more toughness. For hand tools, I’ve found with O1, XHP (similar to or same as V11), 1095, 26c3, etc. to prefer 375F to 425F. As a rule of thumb, you’ll trade about a point of hardness for each 25 degrees. that means big temperature variations are unacceptable and we’d really like to achieve something more like a 10 degree deviation at most.
How much tempering, when can it be done?
A single temper with really simple steels will take care of 90% of the result and leave you with something usable to very good. Some retained austenite can be converted to martensite during the first temper, so official schedules generally recommend tempering twice.
Your job if tempering steel is to get steel through its thickness to be an even tempering temperature. Whether you do that in hot oil, in a kitchen oven, whatever it may be doesn’t matter. However, other than very simple small applications, I’d recommend staying away from tempering over a flame.
Most schedules suggest tempering right away. If you arrived here after reading from the quenching page that it’s nice to park steel in a freezer to really chase as high of initial hardness as possible – at least on a budget where liquid nitrogen is out of the question – then that really means it doesn’t matter that much. Tempering sooner will reduce warpage, but good technique quenching should limit that and we’re chasing hardness above perfection in warp avoidance. Long story short, temper sometime before you use a tool
I’d recommend tempering twice. And if you make something you really like, have a stable setup.
Tight Budget Equipment
The range that we’re discussing here – 375F-425F is well covered by a toaster oven. Toaster ovens probably vary a lot in quality, but I bought the cheapest toaster oven I could find on eBay – something like $24 shipped. the toaster oven cycles on and off and surface temperatures below the elements deviate wildly, so an easy way to mitigate that is to use the trays that come with the oven and block direct heat from whatever you’re tempering, and put the tool you’re tempering in a sandwich of metal to increase mass, have something else take the direct heat from the heating elements and have the overall tool temperature variation be smaller.
400F tempering generally results in a color change on the surface of bright steel to about light straw color. if you see purples and blues, the edges of your tools are getting too hot, and the remedy is you start over and re-quench. However, a little blue on the bevel of an iron may be misleading if the entire subject item isn’t blue – try the tool first.
You’ll also want to invest in one of the cheap hanging thermometers (analog) that are designed for ovens. If you use a kitchen oven instead of a toaster oven, you’ll find in some cases that your oven is not close to what it says the temperature is, and that while the oven cycles, the temperature varies like a sine wave pattern. In all cases in my experience, even convection ovens have drastically different temperatures in different spots. So, use the same spot in the same oven with the same setup. Consistency is key. Right next to the glass on a toaster oven is also, of course, not going to be as hot as the center of the toaster oven.
If you have a non-contact thermometer, you can also put something non-reflective in the oven with the piece you’re tempering and get a reading. More sources of information are better. In my case, as long as there is some shielding to the steel being tempered, I’ve found the indicated temperature on the toaster oven to be within about 10 degrees of what it says. It’s easier to get the same temper than it is with a larger oven.
Exactly what I use and Do
I use the aforementioned inexpensive toaster oven. This rarely heats lunch – it’s in my shop and quench oil makes it smell like a smoky candle. If you can only temper in a regular oven, O1 steel and vegetable oil is a good idea or your house will stink like petroleum or smoking candles.
You can see in this picture that there is a lower tray. This toaster oven came with a second flat tray that can go under or above, and I will sometimes put the steel between both trays. It takes a very long time for the “metal sandwich” to get to temperature doing that, though, so use of the top tray to shield away from heat is usually a only if the metal sandwich outsides are thinner.
In the picture are two heavy aluminum plates, and thinner may mean unwanted older plane irons, or 1/4″ mild steel bar stock.
I temper twice, an hour per cycle. The steel needs to cool between tempering cycles, but not long, so I pull it from the sandwich, and put it on the floor or the bench for a minute or two and then cool in water and then start the second cycle. There’s no need for a big rest between cycles. That term, an hour, means an hour after the thermometer shown reaches a stable temperature.
For ease, if quenching isn’t done right before bed, I will throw the aluminum plates in the toaster oven as soon as I drop the steel off after quench in the freezer, and then after an hour or so, start the tempering process.
For simple steels, that’s it. needling away at ensuring temperature stability and accurate measuring is important, and the toaster oven, plus the thermometer, plus a third check if available is nice.
There are other alternatives for temperature stability, too. If you have a small metal can and can put chisels, knives or irons within the can and not touching the sides, that’ll work well. You can also use a container with sand in it – I use the metal sandwich because it’s available and works. Grade yourself on outcome, not style. If you quench and temper accurately, even with a cheap setup, you’ll see almost no hardness variation with oil hardening steels and variation of less than 1 at the extremes with water hardening steel.
One last point – the Japanese tools
I find 375-425F to be a great range for everything listed above, and I’m partial to the sweetness/hardness combination of 400F. However, Japanese tools that specify 65/66 hardness are at the lower end of hitachi’s (white/blue steel) range. You’ll see comments that this or that blacksmith is tempering at 100 Celsius, or 212F. There’s nothing to gain tempering tiny amounts, but it does provide bragging rights for people with no nerve endings.
If you find yourself with an older japanese tool that’s extremely extremely hard, it may be 25 or 50 degrees of temper away from being a real treat. You’ll need to remove any wooden parts, abide by the accuracy discussion mentioned above and start tempering at 325F and then increase by 10-25 degrees depending on your patience until you find something you like.
White steel and steels like 26c3 will be 2 points or more harder than O1 or A2 at the same temper, so sweetness in the result can come with high hardness. 26c3 can hit 64 hardness after a hand quench and temper at 400F. The samples that I sent for testing averaged 63.8, and O1 averaged closer to 61.5 on the c scale. 26c3 is similar to japanese white 1B. Had I tempered it around 325F, it would’ve been less tough than I like, but would’ve hit 66 hardness or so.
Unless you’re working pallet loads of paulownia, you’ll probably find 325-350F will get you a nice japanese chisel from one that started overhard, and you may still find yourself with a very sweet 64F chisel at a 375F temper.
Higher and Higher Temper Can Yield Subpar Results
Larrin Thomas (knifesteelnerds.com) writes about tempering embrittlement or something similarly named. Apologies for poor handling of proper nouns if I mangle names or proper noun, but what this means is more important than exactly what it’s called.
The useful fact in this case is that simple steels often reach a point where adding temper leaves them both softer and less tough. Or, put differently, the result is worse no matter how you look at it as the tradeoff to get better toughness by reducing hardness is lost. We don’t want to delve into this. From what I gather, this range for simple steels can vary, but is above 425F. If you want a softer steel than O1 at 425F (about 60/61 hardness), you’re better off switching to something with less carbon and tempering it in its sweet spot than you are trying to temper a harder steel softer and softer.
The basic hardening process with a furnace involves three steps. I do not do heavy forging, so if you do, I think you will have difficulty getting the same results as these as it’s no easy task to heat steel to forging heat and then refine the grain afterward.
The Three Steps – All Before Tempering
Shape, heat, anneal steel. There’s no reason to get complicated here. I shape steel during this. Heating is hot enough to hammer a general taper to the steel to reduce the amount of grinding that I need to do. I do this three times. Hotter than critical temperature by a full shade and let the steel cool while hammering to black. Overheating here may cause headaches later
If you’re dealing with good stock, nothing is gained here if you’re not shaping.
Too, you could do a whole bunch of things here, like a single heat and anneal in vermiculite. I don’t do this, but it’s popular and a google search will help you find out more about it.
Thermal cycle steel prior to quenching. In this case, heat steel until just prior to critical. Realistically, it is probably changing phase but not completely, and then partial quench in oil until the steel is magnetic again. This is quick and there is no holding at temperature – the quenches should be done before the steel becomes completely magnetic. Let the steel cool to air cool or close to it after the third iteration.
Quickly heat steel to nonmagnetic evenly and as fast as you can heat it. Allow the steel to get to a full color past nonmagnetic and then quench in appropriate oil until fully cool. Or…
Finish the top part of the quench in quench oil, and then once the item being hardened is mostly cool, switch to ice water
Same as the prior bullet, but just room temperature water and then toss whatever is being hardened in the freezer
A couple of rules:
The steel is never kept at high temperature for long. As little as possible. Heat changes the structure of the steel. If steel needs to be at a high temperature for duration to normalize, this process probably will not work well.
Quench oil needs to be able to transition the first part of the cooling fast enough. The faster transition occurs, the harder and the deeper the hardness of the steel will be. Steels that are made for cooling in oil are more tolerant of slower oils – like O1 steel. If you’re using 1095 or 26c3 or some other water hardening steel, the results will be subpar in a slower oil. The quench oil I use for everything is Parks 50. It’s not cheap and the smoke point is low, but the hardness results are excellent and consistent.
The first part of the quench needs to be fast. The second part doesn’t need to be as fast, but the lower the terminal temperature, the better the result. If you are finishing steel in ice water or the freezer, it needs to get there very quickly or you’ll get no gain. Don’t put hot steel in the freezer – the hot part of whatever you’re working with will be working against your effort to cool the steel in the freezer. Continuous immediate cooling down to the lowest temperature possible yields higher hardness.
Chasing higher hardness is also correlated with more warping. If you’re using water hardening steels, you’ll be dealing with warp. You can introduce plates or chilled plates to the middle of this process to reduce warping, and mind bevels on things like plane irons. It’s fine to pre-cut cutting bevels, but don’t go overboard or they will help induce far more warping than you want.
The next part of this is a burden on you. When you are learning to heat treat steel, test it. How? You will end up with small cutoffs or scrap, and when you do, those bits of steel are ideal for testing process. Take something well known, like a quality file, snap it, and take a picture of the grain. Files have excess carbide, so they make a good starting target. The carbides make the grain appear a little bit coarse. If you’re using O1 or 1095 or something with less carbon, you should be able to snap your own samples after they’re cool – and before tempering – and look at the grain with a hand held microscope and see that you can create fineness superior to the file steel.
Take digital magnified pictures of your snapped samples and keep them with process notes. Snapping the steel means just that. Before you temper steel, you can hit it with a hammer or put it in a vise and break it. Files will also break easily. The only steel I’ve found to have toughness right out of the quench that can be unnerving is 52100, but 52100 has surplus chromium carbides and I don’t think it’s as good for woodworking as O1, so I don’t use it. It benefits greatly from a furnace normalizing cycle and I’m trying to avoid a furnace. It’s slower and with 1095 and O1, I can match published schedules for hardness and toughness in combination. With 26c3, I can better published data, and only with 1084 so far in this type of steel have I created a dud in tested samples. I never bothered to follow up because I don’t think 1084 has any advantage over O1.
What you’re looking to do with your making of samples is train your eye at the same time. Training yourself to see what red looks like before steel becomes nonmagnetic. Training yourself to see the color at nonmagnetic transition so that you can heat steel a shade further before quench. Getting repetition.
You need your eyes for this. Little checks and tricks and tempilstiks or whatever are too slow, this is all quick.
If someone tells you this kind of experimenting is a waste of time, then you don’t really need to hear from them. To cycle small samples takes only minutes – it’s an ideal thing to keep your brain working and thinking and analyzing when you may not have the time to do something more substantive in the shop.
If all of this seems like too much, just buy good O1 steel (starrett, precision, whatever it may be), heat it quickly to a shade past nonmagnetic and quench it. You’ll never do anything in woodworking where the results just from that will be lacking.
In the process of learning to make chisels, I decided that I should see if my chisels could match commercial chisels. In the back of my mind, making something and having it work less well that well established tools (in this case, late 1800s English chisels, or earlier or later if the characteristics are similar) isn’t very satisfying. The why of that is because I’ve now thrown away most of the early tools that I made. They were fun to make, but you realize unless it’s going somewhere, it’s just leisure time wasting and you end up using purchased tools. What’s “going somewhere”? Well, you do almost always need to make something lacking to learn what to correct so that it’s not.
I ended up matching or bettering all of the new and old chisels that I have except for japanese types, and perhaps in some cases (For example, HSS chisels always seem to fare better if they’re introduce to trimming metal and wood junctures). But in this case, we’re just talking about normal wood and “normal” use (chisel goes straight into wood or slices it).
How? This process is what I ended up with – it’ll take more than one post, but it’s not that complicated and doesn’t require anything expensive. How good can the results be? As good as commercial heat treatment, and with some steels, maybe better. But more importantly, you’re doing the hardening, so there’s no pooling lots, finding out that someone chose a different spec for hardness because they weren’t paying attention, etc. All I can really do in the shop is snap steel samples and see how small the grain is (which is good, but not always perfect – the composition of the steel itself can make comparing two samples difficult. An example of this is 26c3 or white steel vs. O1. The two former types will have carbides in them (carbon in this case) and larger visible grain than the latter, but samples of 26c3 end up with a better hardness/tougness profile. )
To cap things off, I guess you have to have samples analyzed. I have sent samples of 26c3 and O1 in to be tested by a metallurgist who specializes in knife steels and I can match the results for ideally heat treated O1 and better them for 26c3. The fact that I can means you can, too. There are no secrets here – if I wanted to really perfect this and market it as a proprietary process, it wouldn’t be disclosed.
What Steels?
This is a process for simple steels. That means iron and carbon and a small number of additives that improve iron carbides, but that do not result in free carbides of other types. This includes:
1084
1095
O1
White 1 / 2
26c3
This does not include 52100, A2, D2, M2, etc. Anything that involves chromium carbides or more than just a little bit of tungsten (O1 has tungsten, but not in large amounts), vanadium, etc, is not something that this perfects. I have had OK luck with 52100, but it’s a high toughness steel and it probably benefits from a long duration soak before quenching. That’s something you just won’t want to bother with long even if you had bionic eyes – I don’t think good things happen in the open atmosphere with steel held at high temps.
Before the Process – What if You just Want Simple?
Good quality O1 steel from a good name (bohler, starrett, etc), cut something with the grain oriented to the length of the item, heat it to nonmagnetic quickly, then allow it to heat a color brighter (so if red when a magnet stops stick, allow it to get to orange quickly ) and then quench in clean oil until all the heat is gone, wipe off and then temper in a kitchen oven for an hour at 400F.
That’s simple – it works, no expensive oils, no temperature holding. YOU ARE NOT A FURNACE, so you will go off the rails if you read commercial schedules and attempt to duplicate the numbers by eye. All open atmosphere heat treatment before quench involves getting to temp quickly and uniformly, overshooting a little and then quenching.
If your oil is warm when you quench, toss whatever you’re making in the freezer for half an hour when you’re done, or dip it in ice water. You’ll end up with better hardness.
What about the Knife Steels with Lower Carbon?
I don’t use them – if you’re into knives, I don’t know what optimizes them, but nothing in the process will harm them. For tools, steels that aren’t super high toughness but that attain a certain property at higher hardness are better. Toughness can lead to folding or damaged edges hanging on and that’s not great for use in working wood- we want damage that occurs to leave and be sharpened away later vs. straightening an edge and moving on like can be done with knives.
If you’re into tools, don’t allow someone to tell you that you should be using leaf springs or 5160 bar stock. It’s not the right thing for chisels and plane irons (better for a froe, hatchet, axe, machete etc).
The title of this is a bit more general than it should be, but because I don’t think each of the separate hone slates is worth a full post. Lumping everything into one covers a lot of territory. As far as I know, the Water of Ayr is a slate, the purple hones that originated in Wales (often with little light green streaks or specks in them) are slate, and slate is found all over the world, so there are probably many many different regional slate hones and some slates that just aren’t very good at all.
Water of Ayr stones in a size useful for woodworking are probably enormously expensive now. I’ve got a couple of unlabeled small hones that are probably that, and one large hone that may be (not categorized here, because I’m not sure that it’s WoA). The suddenly valuable Eschers are hone slates (thanks to shaving forums, what was a $100 labeled collector’s stone quickly went to $600-$900 – the usefulness of those stones for razors vs. anything else is closer to the $100 range, but they are very uniform in characteristics, which makes them safe for a newbie- at least safe other than price).
For this post, I’ve chosen to show the work of two hone slates – a lower value unlabeled black slate that leaves a cloudy surface on steel, and a dandy little purple hone slate that I got from a very generous forum user and that I treasure for razors (even though razors rarely need to be sharpened).
Before showing the pictures, what’s the deal with the slates? They have limited cutting ability for their level of fineness, but can be very fine. It is *always* the case that a fine stone can be set up by a prior stone that’s much faster and slightly less fine, and in the world of japanese stones, the dippy fascination with a stone that’s “really fast and fine” is often bettered by getting two old used stones – a prefinisher, and a very fine and slow finisher. The latter combination may cost 1/6th as much and work twice as fast in combination, and also result in a finer edge. This is the case with hone slates, though they do vary somewhat in cutting power.
They do also like a slurry – stones that are a little slower quite often work well with a slurry and the same relationship holds with all stones – generally the slower a stone is when not slurried, the larger the disparity slurried vs. “clear water” on the surface. There are a few stones that are slow even on a slurry (chinese agate comes to mind, and reminds me that the agate may make a good base stones for loose diamonds, as it’s punchless on hard tool steel).
What am I moving toward? Like coticules, there’s no great reason to buy slates. There’s no reason at all to buy random slate stones that may look like a black arkansas stone.
Another forum user also gave me the coarse stone in the following two pictures. So, on to the pictures.
Black slate, likely home/farm made for economy. Not a terrible looking edge, but not a fast stone compared to well established types and not capable of creating a “close” edge that can just be hone stropped or used straight off of the stone. This is a slurried result, but the stone itself isn’t hard and it will slurry on its own (like blue tanba aoto).
Compare that to a fine vintage purple hone slate (suitable for razors)
Fine purple slate honed edge. Also slurried. At first glance, this doesn’t look that much finer than the picture above, but look again at the crispness of the edge and lack of rounding.
I have the benefit of using these stones and learning what visual cues result in use differences. I realize looking at the picture above leads you to see mostly the bevel itself and not the edge. But just as a tip here, compare the evenness of the edge and the shadowing that occurs at the top edge. It’s not really a shadow – the coarse slurry slightly rounds the edge but without leaving it that fine – that’s an artifact of the rounding. That is, the light from the microscope isn’t reflected back. A little bit of rounding might be nice, but only when the edge is fine.
When the edge on one of these pictures looks completely visually uniform and there’s no shadowing at all, you are moving toward something that would probably win a planing competition.
If you’re out hunting flea market stones and you see older stones that are black with tiny little sparkly specks and extremely smooth, those could be Water of Ayr and are worth picking up if they are only a few dollars (you can always offload them on ebay). If you see a small very smooth purple stone (vivid purple), especially if there are little mint green bits in it, same thing – just buy it. Anything else that’s slate without a label is probably not worth your time.